据相关数据资料统计,欧美工业发达国家50%~70%的汽车零部件都是用激光加工完成的,其中主要以激光焊接和切割为主,激光焊接在汽车生产中已成为标准工艺。
激光焊接应用技术
1、汽车车身激光焊接技术

汽车车身是典型的薄板壳结构,由低合金高强度薄钢板经冲压、剪裁、整形制成覆盖件,并经焊接装配而成。
车身装配中焊点可达几千个,传统焊装采用的是电阻点焊工艺。电阻点焊工艺是用两个电极从两个方向压紧工件,在两块搭接件上加压并通电,使接触面间形成焊点而将工件焊在一起。为满足结合和外形要求,各焊点间要保持一定间隔。点焊时焊钳在工件边缘下进行焊接,凸缘宽度需要16mm;而激光焊为单边焊接,凸缘宽度只需5mm。把点焊改为激光焊,仅此一项每辆车就可节约钢材40kg。
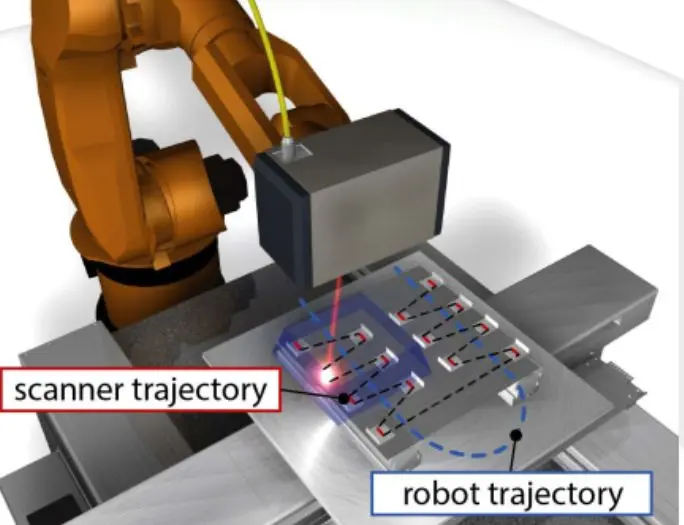
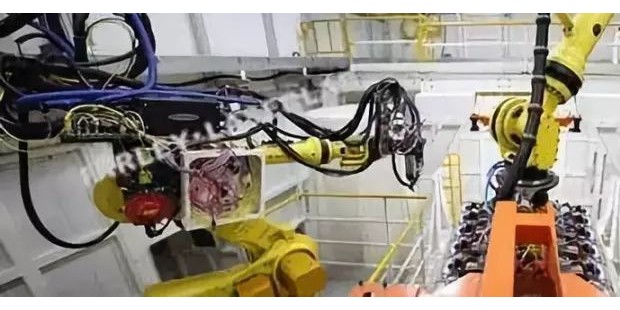
激光焊接形成的窄而深的焊缝容易使工件焊透。激光头和待焊件之间无任何机械接触,不存在加工机械应力。激光焊缝的拉伸强度和疲劳强度与母材相当,符合承载力要求,这样可使构件材料减薄,车身重量减轻。同时,由于激光焊接采用计算机控制,所以具有较强的灵活性和机动性,可以对形状特殊的门板、挡板、齿轮、仪表板等进行焊接。加上光纤传输系统和机械手,就可实现汽车装配生产线的自动化。
2、激光拼焊技术

激光拼焊技术是激光焊接应用于汽车制造业最成功、效益最明显的一项技术。汽车工业最初应用拼焊板时,主要是为了解决轧机轧出的钢板板宽不够的问题,通过拼焊技术来满足汽车工业对宽板的要求。
随着汽车工业的发展,拼焊板向着差厚板方向发展,即可将不同厚度的钢板拼焊,这时才真正达到了汽车钢板拼焊的目的。发明激光拼焊板技术的蒂森克虏伯公司于1985年在奥迪100的生产制造中首次应用了这一技术。激光拼焊技术是在进行车身制造时,根据车身不同部位的性能要求,选择钢材牌号、种类、等级和厚度不同的钢板,通过激光裁剪和拼焊,将车身某一部位如侧围、底板、车门内门、支柱等(见图1)拼焊起来再冲压成形,目的是在保证车身强度的前提下,降低车身重量。这种技术具有一系列优越性:
1减少零件数量及大量冲压加工的设备和工序。拼焊可以一体成形,根据不同部位对强度的不同要求,将不同厚度的板料焊在一起,再一次冲压成形,同时可提高车身精度,减少大量冲压加工的设备、工序和模具。
2减轻构件重量。由于采用不同钢板拼接,对易腐蚀的部位可采用涂镀层钢板以提高使用寿命,对不承受载荷或载荷较小的部位可采用更薄的钢板,而对承受载荷的部位可采用高强度钢板,不再需要焊接加强筋,使车身结构大大简化,从而减少钢材消耗和生产成本,减轻车身重量,最终降低汽车能耗。
3提高构件结构质量和可靠性。由于采用连续的焊接代替不连续的点焊、铆接,车身刚度和紧固性、安全性得以很大提高。
4为生产宽体车提供可能。由于轧机限制,不可能生产太宽的钢板,而汽车对宽板的要求日趋紧迫。采用激光拼焊不失为一种有效而经济的工艺方法。激光拼焊使汽车造型更美观、舒适。

在分析车身结构的基础上进行优化设计,选择少数几种典型的钢板拼焊成形,可提高材料利用率,省去二次加工过程,并大大减少模具数量。日本丰田汽车公司侧围生产线采用拼焊板后,零件数量减少66%,模具从20副减少为4副,材料利用率由40%提高到65%。采用激光拼焊,一台中型轿车可减重9kg且不会影响其强度。
目前,国外大型钢铁公司都在大力发展激光拼焊生产线:
安赛乐米塔尔已拥有激光拼焊生产线35条,其产品在欧洲市场占有率超过50%;
意大利Solblank公司已有14条激光拼焊生产线投入生产,而且还准备在英国及美国建立4条激光拼焊线;
蒂森克虏伯已在印度尼西亚和美国(底特律)建立了激光拼焊合资公司;
英国钢铁建成了能向汽车制造商提供拼焊板的专门中心(企业) ;
美国和日本也都建立了类似的公司。
目前,西欧生产的拼焊板占世界总产量的70% ,美国生产的占20% ,日本生产的占10%。
我国一些汽车制造厂家已经在部分新车型中采用了激光焊接技术:
如上海大众在新上市轿车车身制造中采用了激光焊接技术;
武汉华工激光工程公司为轿车前纵梁提供了几百套不等厚激光焊板,焊接质量达到了欧洲设计标准;
蒂森克虏伯鞍钢中瑞激光拼焊板有限公司是鞍钢第一条直接面向汽车制造企业的激光拼焊板生产线,它标志着鞍钢在冷轧产品深加工领域迈出了重要一步。
来源:锻造与冲压