本文从绿色涂装的对象、工艺、材料、设备、管理等5个方面展开讨论。
1涂装对象
规划时提前介入,通过对涂装对象即产品的前期SE分析、上游板材、辅料、模具精度等要求,从而控制以减少带入涂装生产线的粉尘和油脂量,进而减少药剂和水的消耗量。
1.1SE分析
在产品设计阶段将SE向相关问题处理掉,从而提高涂装质量,减少材料浪费及降低制造成本。目前国内的合资企业涂装专业基本不做SE分析,自主品牌做的比较好的是奇瑞、长城汽车。
1.2金属粉尘
造成前处理电泳涂膜尘埃颗粒缺陷的灰尘78%为金属粉尘(白车身带来的附在外表面或附着在内腔的40-250μm的焊渣、切削粉),涂装主要在于工艺布置,水洗次数和设备的配置来控制颗粒数,前期规划对焊装专业的要求输出也尤为重要。
1.3板材及拉延油
镀锌板材及易破解拉延油的选用,可以减少材料的消耗和废水的排放。规划时对冲压专业的输出要求也应明确及时。
2、涂装生产线工艺:
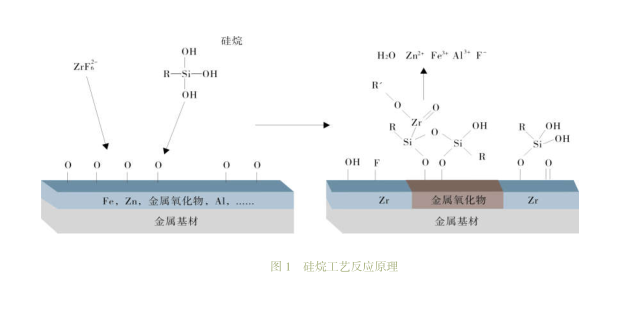
2.1环保型非磷酸盐涂装前处理工艺,其中硅烷处理具有可靠、便捷、环保、经济等特点
2.1.1可靠
传统的磷化膜可以被硅烷工艺形成的超薄有机膜替代;2Si-O-Me共价键分子间具有较强的结合力,产品稳定,产品的防腐蚀能力亦有较大提升;硅烷处理后,不用烘干,直接进行电泳。泳透率与锌系磷化相当。
2.1.2便捷
采用硅烷工艺双组分液体配成的槽液仅需要控制电导率和PH值,不像传统磷化工艺控制参数诸多:促进剂、游离酸、锌、镍、锰的含量、温度和总酸等;多种金属材料处理工艺:可共线处理铝板、冷轧板、电镀锌板、涂层板、热镀锌板等各类金属板材;兼容传统涂装前处理工艺及设备,前处理设备无需改造,更换磷化液后,就可以进行生产。
2.1.3环保
不含有Ni、Mn、P、F等有害的重金属;无渣:锌盐磷化处理资源利用率低,几乎50%的药剂在处理过程中成为磷化沉渣(工业废弃物);废水排放量下降明显:方便处理,如果采用过滤和离子交换装置,能实现封闭循环运转。
2.1.4经济
材料单耗降低:磷化膜的重量通常为2~3g/㎡,Silane涂层膜重仅仅0.1g/㎡,相差20倍左右,单位单耗可降低45%;处理时间缩短:只有磷化处理时的50%,因此可以提高产量;维修量减少:无表调、钝化和除渣设备,也不需要定期清理,磷化槽及管路和喷嘴等;系统长度缩减:无需表面调整和钝化工序,投资上可以节省10%。
目前国内已经规划采用的上汽通用北盛工厂、武汉神龙三工厂、奇瑞常熟观致等。
2.2PVC“湿碰湿”工艺
PVC车底涂层及密封胶不单独烘干,而与中涂或面漆一起烘干,具有经济、降耗、环保的特点。在二涂层涂装体系中取消PVC烘干室,从而达到简化涂装生产线生产工艺、节省涂装线运行能耗、降低生产成本、减少了废气排放污染及废气处理量,实现了环保节能。
采用PVC“湿碰湿”工艺,烘干设备投资是传统工艺的85%;单车能耗成本是传统工艺的95%;热能消耗按经验值,传统工艺涂装生产线的各个烤炉占整个涂装车间热能消耗的18%,8%,12%,14%,那么采用此种工艺至少可以减少8%热能消耗。目前国内此种工艺较为成熟,在合资及自主品牌均有大量的应用。
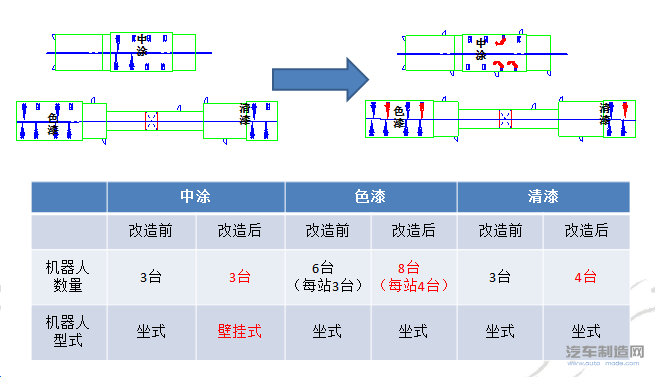
2.3中涂及面漆工艺趋于紧凑型的发展方向
2.3.13C1B工艺:日系涂料供应商研发了3C1B工艺,福特马自达(南京)工厂成功引进了该工艺。即取消了中涂漆烘干工序,中涂后闪干(或低温烘烤),随后进行金属底色漆、清漆喷涂,故被称为Threecoatoneback工艺(简称3C1B)。该工艺耐酸性、抗擦伤性方面表现优良,涂膜质量可以与传统3C2B性能质量相媲美,其主要优点在于取消了中涂烘房,节省了能源;中涂打磨和擦净工序的取消,减少了人员配置;同时由于油漆材料消耗的减少;降低了甲苯、二甲苯等VOC的排放。
2.3.2紧凑型(B1:B2)工艺
PPG涂料有限公司开发出紧凑型(B1:B2)工艺,将正常的中涂层取消,将原来的一道底色漆开发为二个涂层(base1和base2),随后喷涂罩光清漆后进行烘干工艺。B1:B2工艺的涂层质量可以达到传统3C2B的质量要求;对于新建的涂装车间而言一次性投资降低10%~30%,单台车身材料成本消耗与传统工艺相比可节约近100元,能源费用每年可减少20%~30%;减少VOC排放30%以上。该工艺在国内自主品牌江淮汽车已经得到成功应用。
2.3.3无中涂汽车涂料体系(Eco Concept)
Eco Concept是Du Pont涂料有限公司与欧美汽车主机厂于1995年合作开发的节能环保涂装工艺,全球推广应用于2005年。此工艺完全取消了中涂工序,在电泳烘干后,直接进行Du Pont涂料公司的2K色漆、2K罩光清漆喷涂,之后进行烘干工艺。目前,全球已有多个工厂采用DuPont Eco Concept工艺,如Daimler Chrysler不来梅工厂等,实现了经济、节能及环保的目标。根据厂家资料,采用该工艺新厂投资较传统3C2B工艺节能30%、油漆节约30%。
3涂装材料
采用低VOC含量的环保型涂料,目前的技术发展潮流与趋势是超高泳透力阴极电泳涂料,中涂、底色漆水性漆化,罩光清漆高固化及粉末涂料的应用。目前国内新建的乘用车涂装生产线如合资的大众,自主的江淮、奇瑞、长城等均采用水性漆涂料;而且在重卡领域也得到了应用如江淮、奇瑞,以及正在水性改造的解放青岛、福田重工等。
3.1电泳新材料
目前有分层阴极电泳涂料、紫外光固化电泳涂料、低温固化阴极电泳涂料等;
3.2高固体分粉末涂料
粉末涂料已经有粉末中涂、粉末色漆、粉末清漆,在克莱斯勒及通用、宝马、标致等汽车涂装生产线上已经大规模的使用,最高膜厚可单次上膜60~70μm,烘烤温度为140℃,油漆利用率高,单车耗量比溶剂及水性漆减少40%的用量。
3.32K双组分清漆
2K双组分清漆固体分较高,溶剂含量,可降低VOC的排放,在烘烤温度及时间方面也有明显的改善,采用2K双组分清漆可将烘干温度降低至100℃左右,比传统溶剂型罩光清漆的烘烤温度下降25%~30%,降低了涂装车间的能源消耗。但需要增加油漆配比系统、双组分输送系统、机器人喷涂精确配比等,故在输调漆系统方面相对比较复杂。目前国内北京奔驰及沈阳华晨宝马采用了双组分罩光清漆,其VOC排放量已符合欧美排放标准。
4涂装设备
目前较流行的为规划设计模块化理念,用高效的设备以更小的占地面积、更小的设备截面积、更小的槽体以实现更节能、节约能源、水和材料的同时做到减少废料、废气的排放。资源、成本双节约,实现节能、环保、绿色的涂装车间。较为典型的设备为旋转输送系统、新型喷漆室、烘干废气处理等。
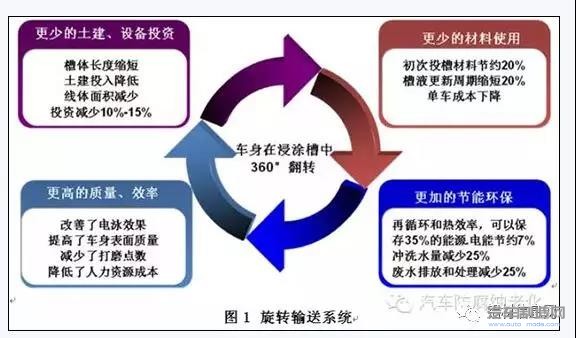
(1)如图1所示,旋转输送系统具有高品质、高效、节能、环保的特点:
(2)新型喷漆室,干式喷漆室系统在国内得到了一定的推广,具有经济、节能、绿色环保的特点,新型喷漆室系统与传统结构系统对比如图2所示。
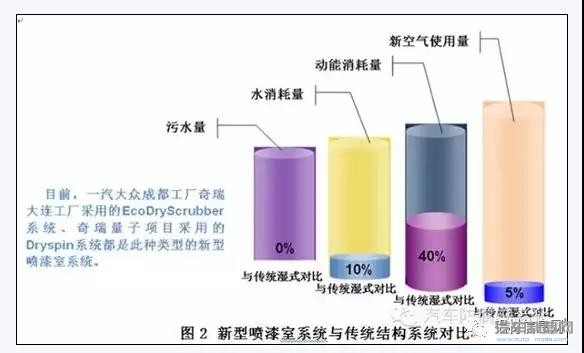
图2:新型喷漆室系统与传统结构对比
此系统无需水和化学凝结剂,减少了废水处理和材料的浪费;该系统空气循环使用的比例达95%,温度湿度稳定,减少了废气排放,环保、节能、降耗;喷涂过程产生的废物,即饱和粘结物,可以不经处理而直接再利用。
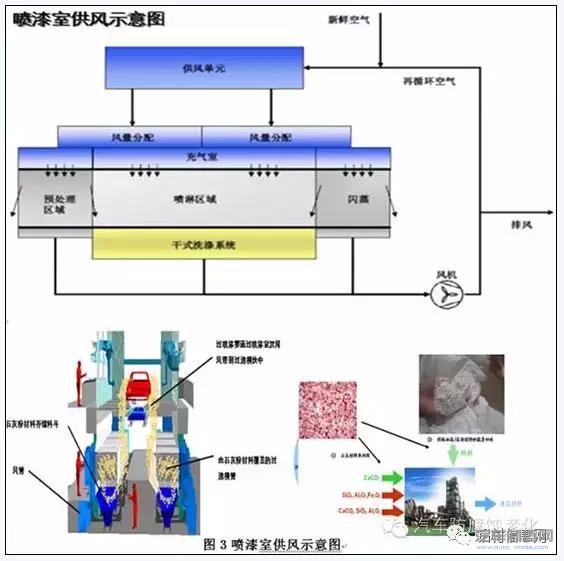
图3:喷漆室供风系统示意图
(3)烘干废气处理
采用直接燃烧方式可分为(TAR)回收式热力燃烧系统及(RTO)蓄热式热力燃烧系统二种,具有达标排放,绿色节能的特点。
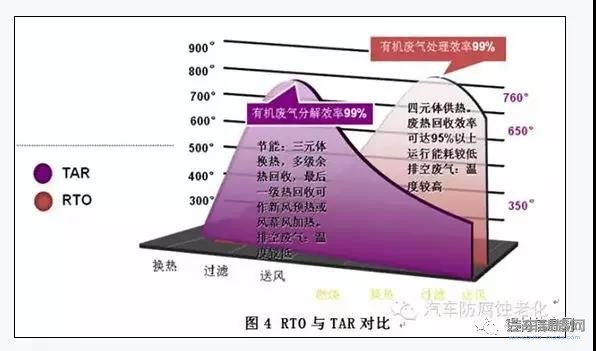
图4:RTO与TAR对比
TAR:烘干室有机废气经引风机送入到焚烧炉预热器进行热交换,升温到350℃以上,经特制的混合通道进入炉堂火焰区进一步升温,在650~760℃温度下,废气中有机成份分解,烟气经排烟风机引至热交换器进行热交换后,再经烟气循环换热装置、新风换热器进行换热,向烘干室保温区或两端风幕换热,换热后废气最后排空。每条烘干室设一台大风量焚烧炉,焚烧烘干室废气,后拖多台高温烟气换热三元体,给加热段供热,再拖一台新风换热器,换热新风送至风幕两端,并作为烘干室的负压补充,构成一套完整的烘干供热系统。经过多台三元体换热后,排空废气温度较低,节能。欧式采用的较多。
RTO:采用热氧化法处理中低浓度的有机废气,用陶瓷蓄热床换热器回收热量,蓄热床通过换向阀交替换向,将由燃烧室出来的高温气体热量蓄留,并预热进入蓄热床的有机废气,至一定温度(≥760℃),致使有机废气在燃烧室发生氧化反应,生成二氧化碳和水,得到净化,排空。每条烘干室各工艺温度段,由多套带燃烧机的四元体热风炉单独供热,然后3条烘干室的废气集中到RTO焚烧炉焚烧,然后直接排空,排空废气温度较高。日系采用的较多。
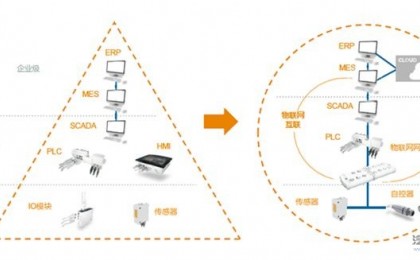
5涂装管理
目前涂装车间的管理趋势是利用专业化合作,生产外包:化学品集中管理及车间清洁工作外包等专业化管理等达到降耗、减排、环保、成本下降的目的,最终实现共赢。
来源:中国汽车工程学会 铝材信息网