13年前,奥地利伏能士焊接技术国际有限公司Fronius International GmbH发布了CMT冷金属过渡电弧工艺,这个新的MIG/MAG焊接工艺使原来认为完全不可能的钢铁和铝材的温控连接成为可能。
CMT自其诞生至今,创造出了完美的焊接效果及无穷的潜能,可焊接薄至0.3mm的超轻板材。从本期开始,让我们一起走近CMT,去详细了解它的原理、优势、衍生的电弧工艺及不同应用。
CMT名称的由来

CMT 是“Cold metal Transfer”(冷金属过渡)的缩写。它描述的是一种焊接过程,其热量输入非常低。CMT 工艺采用的是一种全新形式的熔滴分离,同时结合了熔化焊丝的方向动作。
CMT原理介绍
CMT与传统短路过渡的比较:
在传统的短路过渡焊接过程当中,焊丝是始终朝工件方向运动的。一旦发生短路,电流就会增大,从而打破短路状态,并且重新点燃电弧。
而在CMT工艺当中,焊滴过渡和电弧的重新点燃都是在受控的条件下,通过焊丝的反向运动来实现的。
CMT原理:

图1:在电弧产生过程中,焊丝向熔池中运动。
图2:当焊丝伸及熔池时,电弧熄灭。焊接电流降低。
图3:焊丝回抽:焊丝的缩回运动有助于短路中的熔滴分离,短路电流保持的很小。焊丝回抽终止了短路状态,并且重新点燃电弧。
接下来,又会再次反转焊丝运动方向,使得之前所描述的步骤从头开始。整个的这一往复动作的频率最高可达160Hz。
CMT冷金属过渡实现了反复的短路和定义的焊丝反向动作,即可以通过机械的方式设定电弧长度并且保持恒定,继而也就实现了精确且稳定的电弧长度调节功能。而在传统的工艺当中,通过测量电压来确定电弧的长度,这就无法避免由于焊接速度、工件表面和电阻变化可能引发的波动。
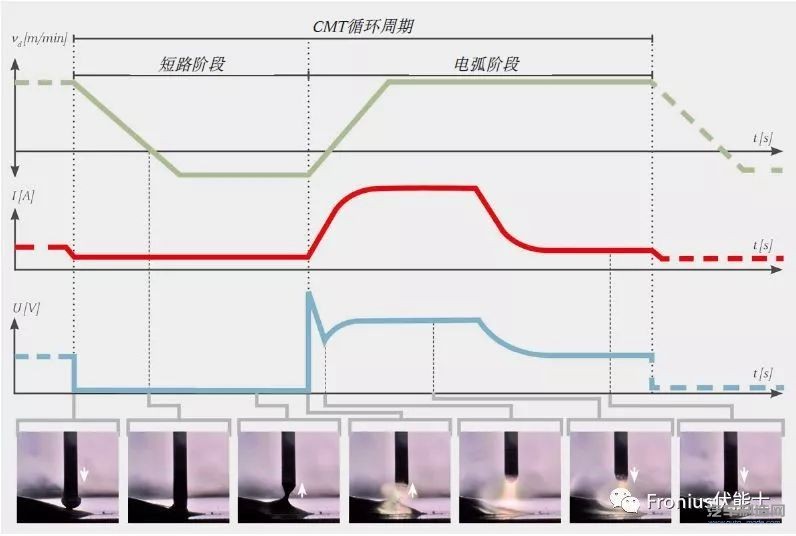
上图所示:CMT 工艺的过程状态以及送丝速度、焊接电流和焊接电压的变化情况。
来源:Fronius伏能士