铝不仅密度低,而且导热性好。所以在起弧时会产生未熔合现象,为消除这种现象的产生,电源在起始焊接时要输出一个大的焊接电流,这样可使母材在起弧的时候就开始熔化。
一旦溶池有足够的热输入量之后,电源开始将焊接电流降到设定值。
而在焊缝的末端,设定的焊接电流有可能将溶池烧穿,电源需再次将焊接电流降到收弧电流。
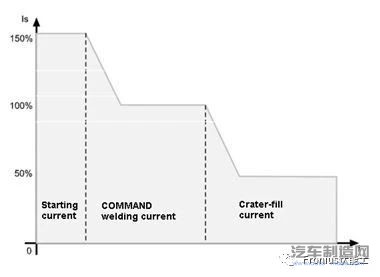
铝焊的起弧和收弧的设置取决于金属板的厚度。起弧电流为焊接电流的135%,衰减到焊接电流的时间为1秒,收弧电流为焊接电流的50%,采用这样的规范一般可以获得满意的焊接效果。如果您的焊接电源没有提供这样的功能,则须按DVS1608的规定,加引弧和收弧板。
如果焊接过程中,有中断,那么下一次起弧时,就要加快焊接速度,让上个收弧平滑。
来源:Fronius伏能士