SCeye系统是汽车白车身生产的激光加工的附加件。它包括一个无与伦比的创新和强大的照明模块,并与高速摄像头相结合;所有这些都完全集成到ALO3钎焊和焊接机头内,如图1所示。照明和摄像头模块同轴对准,这是集成过程监控的关键技术,并在多年前由德国弗劳恩霍夫激光技术研究所发明。
在不影响钎焊光学元件的可达性的情况下,该系统能够在大规模生产过程中获取高分辨率图像,可用于工艺和质量控制目的。SCeye系统还允许对过程行为和产品质量进行全面的记录。
本文介绍了SCeye产品的特点,该产品于2015年1月在EALA大会上发布,并展示了受控激光钎焊和气孔检测的最新科学成果。经研究的控制算法基于速度测量和实时的送丝速度的直接控制。质量检验算法被证明为一种在线气孔检测解决方案。
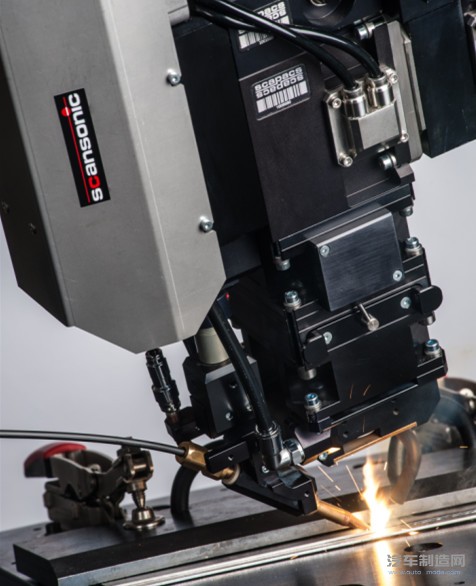
图1 ILT的科学配置
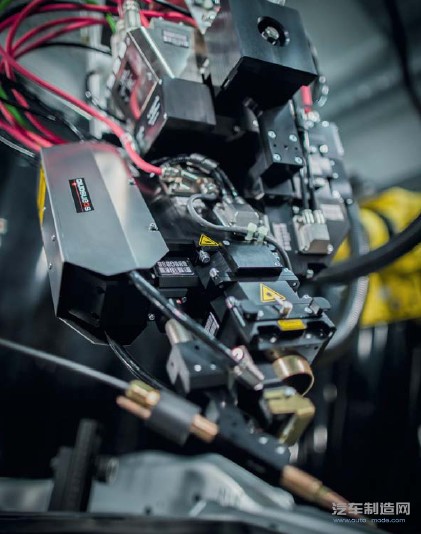
图1 Scansonic的SCeye产品开发;两种配置都包括高动态摄像头和创新的照明模块
SCeye是激光焊接和钎焊工艺的附加件,并将首先用于Scansonic ALO3焊接机头,在全球范围内,有超过1000个焊接机头投入使用。虽然其他检验系统通常需要额外的控制柜,但SCeye完全集成到Scansonic加工头内。
该系统由具有高动态范围的CMOS成像摄像头、用于工件激光照明的照明模块以及在加工头处直接附着于摄像头的高级图像和数据处理装置组成。该数据处理装置以实时方式处理所获取的图像,压缩数据,通过播放将图像发送到基于Web的界面(图2),并将原始数据另外存储在其内置存储器内。
ALO3 SCeye在三种情形下帮助ALO3焊接机头的使用:
情形1:在线示教过程
在示教模式下,过程现场由对眼睛安全的LED照亮。该摄像头系统向任何网络连接的客户端播放实时视频。在对机器人轨迹进行编程时,用户可以使用实时送丝,以便相对于工件对加工头进行非常准确的定位。同时,该系统连续提供ALO3系统的实际值,例如旋转轴位置和测量的施加于送入焊丝的力。此外,该系统记录来自机器人的所有现场总线信号,从而便于机器人的编程过程。

图2:基于浏览器的SCeye用户界面
情形2:焊接/钎焊过程
在焊接或钎焊过程中,SCeye系统可将其照明模块从LED照明切换到激光VCSEL照明。然后,可提供高达40W的光功率,以均匀地照亮过程区域,并且即使在明亮过程中也可确保清晰的图像。在将压缩的实时视频播放到网络的同时,SCeye通过现场总线命令记录原始图像数据。每个视频将会保存在实施的文件系统内(持续“先进先出”),而通过现场总线接口提供的零件号可用于将视频分配到实际生成的零件。该系统会将同步的现场总线接口的信号和ALO3焊接机头的附加模拟值记录到采集的过程视频。
情形3:检验过程
在生产和记录的同时,用户有权查看过去过程的记录视频和现场总线数据。SCeye最多可记录八小时的视频和数据。因此,当在进一步处理步骤中检测到故障过程之后,可以执行过程状态的检验。用户还可以决定将所有获取的数据(例如在每个零件之后或每次换班之后)复制和记录到其自己网络所附带的存储器或其网络的服务器内。
科学的配置,以进行系统开发
虽然SCeye系统尚不能进行过程控制,但ILT的科学研究表明,该系统的实时引擎通过与强大的FPGA相结合,允许将先进的算法应用于未来进一步的监控和控制。
为了开发、测试和评估用于监控和控制目的的图像处理算法,ILT打造了一个科学的配置,见图1左图所示。该配置采用与SCeye系统相同的摄像头芯片和相同的照明原理。作为照明源,VCSEL技术已经被证明是合适的,可理想确保均匀和定向独立的照明图像。所获得的图像如图3所示。整个过程区域是可视化的;输入的钎焊丝、液体熔池和固化焊缝是可见的。
与SCeye系统不同,在该科学配置中,原始图像通过Cameralink标准传输到工业PC装置。这些图像采用FPGA技术采集和处理,使得算法适合于制造过程中的实时应用,例如控制目的和质量检验。完整的钎焊过程记录在一个在线配置内;通过对捕获的图像应用专用的图像处理算法,可监测机器参数以及产品质量。在以下两个这样的图像分析的示例中,可以得到证明。
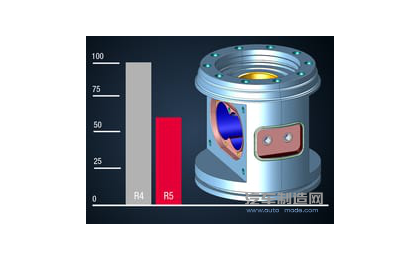
※ 焊缝缺陷(例如气孔)的监测以及产品质量文件化
※ 在工具中心点对处理系统的实际运动的测量
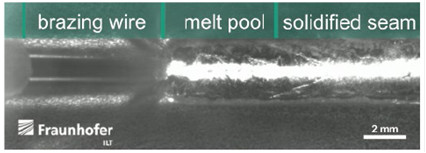
图3 过程区域可视化

图4 产品质量文件化– 气孔在整个钎焊缝的全景图中的标识

图5 受控激光钎焊 – 激光功率PL以及送丝速度VW根据实际速度测量进行控制
激光钎焊缝在白车身生产中经常用作风格元素。在上漆之后,它们对于最终用户是直接可见的,使得焊缝表面的气孔是不可接受的焊缝缺陷。因此,检测这些焊缝缺陷是非常重要的。由于大部分气孔在表面上是开口的,它们会在明亮的照明焊缝上成为黑点。例如通过斑点检测,这样的黑点似乎是显而易见的。但这种方法并不能令人满意,因为其取决于阈值和实际照明情况。更理想的一种方法是使用基于分类的气孔检测,如[2]所示。专门的图像特征被用于将固化焊缝分类为有缺陷或无缺陷的部分。强度的平均值和标准偏差以及梯度图像用于分类。通过FPGA技术,对有缺陷和无缺陷的部分的修整值进行比较,从而可以在实时配置中判断焊缝质量。可以使用这种方法检测直径从几百微米到几毫米的气孔。结果在全景图像中是可见的,如图4所示;气孔被标记为红色,而焊缝的无缺陷部分被标记为绿色。
该分类算法受益于为SCeye系统开发的均匀的全功率VCSEL照明。 此外,高图像质量允许使用从已经凝固的焊缝的图像部分中获取的小图像块,拼合出整条焊缝。这为大规模生产过程中保存各个焊缝的图像提供了可能性,并且将会显著减少出于质量保证目的需要长期保存的数据量。
应用于过程控制 – 受控激光钎焊
不仅可用于外形质量检验,基于成像的过程控制也被成功证明可用于测量机器参数。除了焊缝跟踪和过程测量中相对于焊缝的激光点位置的检测,速度是基于所获取的图像可以被测量的一个主要参数[3]。由于均匀和定向独立的照明图像处理算法可应用于所获取的图像,以跟踪两个排序图像中的特定模式。可以确定位移矢量并结合采集速率,以计算速度。在这种情况下,可以使用块匹配算法[4],因为它可以很容易地在FPGA技术上实现。该方法不仅具有实时功能,而且适合作为基于速度的控制策略的单输入,例如,用于确保每个单位长度的恒定能量。
在激光钎焊的情况下,激光功率PL以及填充焊丝的速度vW需要根据测量的速度按比例调整[5]。受控激光钎焊的结果如图5所示。该系统在工艺条件下通过对法兰接头结构的钎焊进行了测试。在实验中,速度在3至0.72米/分钟的范围内变化。尽管该变化范围很大,受控钎焊过程仍然保持稳定,并且引导机器人系统的速度波动得到补偿。此外,焊缝表面实现了平滑而且几乎均匀的光学外观。
人们可以想到的一个相关应用是行李箱盖的焊接,其中由于工件的几何形状,钎焊过程中激光头需要重新对准,在光学器件绕着铭牌的突出部分的边缘转动时,钎焊速度会下降到较低值。
总结
在线检验以及闭环控制激光加工已得到成功证明。焊缝质量的在线检验将会开辟省去后期检验和减少质量保证工作的可能性。而受控的激光工艺将会提高工艺稳定性,并有利于产品质量,尤其当工艺窗口很小时。特别是,在线示教程序将会受益于机器参数的测量。
来源:德国宾采尔BINZEL焊枪