车身车间又称为焊装车间,生产的是整个汽车零部件的载体——白车身。车身是以钢制结构件构成的整车支撑部件,其制造成本约占汽车总成本的40%左右,焊接质量优劣对整车质量起着决定性作用。车身通常由300~600个形状复杂的冲压件及标准件,在70~100个工位上以快节奏焊接而成,辅以少量的焊接、胶接和螺接,焊点多达4 000~6 000个。
车身车间机运线规划的重点是将工艺设备、输送设备、通道走廊和设备全生命周期等一系列因素有机协调,得出最佳方案,在满足生产要求的前提下,尽量减少物流搬运量和搬运时间,提高柔性化生产能力。
机运线的先进程度直接决定制造水平的高低,目前上汽乘用车结合多个工厂规划的实际情况,已经基本实现了以柔性化、多车型混合焊接为目标的高度自动化、机器人取代人工的生产线规划技术,达到了国际先进水平。
方案规划
机运线的方案规划和车间的工艺流程设计是一个并行的过程,方案规划以特定的工艺流程为前提,同时不同的机运线布局设计又反过来影响工艺流程的设计。上汽某工厂的车身车间采用工艺流程原则来进行布局设计,车身各个零部件按加工工艺顺序流经不同的工位,不仅能够达到特定的高生产节拍,同时可以给生产提供最大限度的制造柔性。
在方案规划阶段,需要通过部门交流、历史资料和规划目标等来确定机运线的输入,根据输入因地制宜地规划最适合的方案。输入主要分为两类:第一类是与工艺相关的输入,如产品的变更、节拍要求变化、存储区大小的需求以及车型生产配比调整等;第二类是与国家标准和工厂规范相关的输入,如各类设备的国家标准、整车的通过性、机运技术规范和设备的选型标准等。工艺输入中最典型和常见的是工艺变更以及工艺能力不足提出的需求。
1.工艺变更提出的需求
上汽某车身车间共线生产A和B两种车型,B车型侧围分为侧围外板和内板,需要在拼合侧围和车顶板后才能拼合侧围外板,因此B车型需要有内总拼和总拼两次总拼;而A车型侧围内板和外板可在侧围分拼完成拼合,因此完成内总拼后可直接进行补焊。两种车型的工艺流程如图1所示。
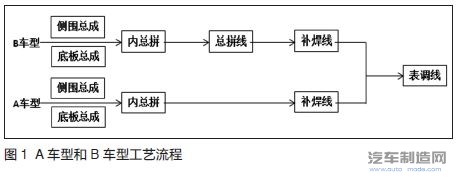
在规划这两种车型时,需要额外地考虑A车型到补焊线的机运线(B车型为已有车型,规划A车型时内总拼和总拼线均已存在)。A车型到补焊线的工艺机运线就可以认为是一种工艺方案变更对机运线造成的需求。
A车型每天的产量较高,因此要求机运线具备快速通过、缓冲能力不小于30 min的能力(即不少于20台车的存储量)。根据以上条件可以初步确定内总拼(FI)线到补焊(RL)线的机运需要有两条或以上的通道,其中一条路线短,用于快速通过;另外一条路线车身存储量大,两条线的总量不少于20台车,根据以上需求进行规划(见图2)。
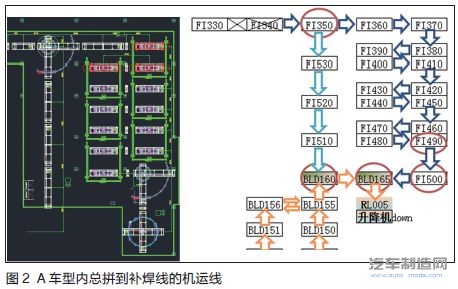
图2中缓冲区快速通道FI350到RL005只需要5个辊床位,满足快速通过要求。FI350到FI510小循环中车身存储量为4台车,FI360到FI500大循环中车身存储量为15台车,共用BLD160和BLD165,共21台车,可在FI停线时确保补焊线连续生产不小于30 min,满足缓存要求。
2.工艺能力不足产生的需求
工艺能力不足的典型需求就是生产节拍的提高,机运线的运输能力、各个缓存区域的缓存能力设置等都是为了确保最终下线车辆的节拍。生产节拍的调整会造成提速、改造和新建等与其他因素交互的新需求。
在上汽车身车间A2车型导入的过程中,为了兼顾多种车型的生产配比,我们对整个侧围EMS输送线进行了柔性化设计,如图3所示,其中绿色为A、B和Z车型的老线路,红色为新增的A、A2和B车型线路,蓝色的为A和A2车型共用线路。在确保高节拍的B车型和A车型的正常输送外,在低节拍的Z车型侧围处增加了A2车型的侧围输送线,共线后的侧围机运线将可以实现B、A、Z和A2四种车型的柔性化,具备无级切换输送能力,同时确保A车型和A2车型能同时以高节拍生产。
设备选型
现代机运形式多种多样,例如根据输送形式可分为:地面输送(辊床输送线、滑板输送线和往复杆输送线等)和空中输送(摩擦输送线、EMS输送线和悬挂输送线等)。随着技术发展,机运线已经可以完成基本所有的运输形式,并且同一种运行轨迹亦可以通过多种设备达到,同样的运输形式又可以根据具体设置获得不同的生产节拍,因此机运线的设备选型对于生产线的规划影响深远。
1.输送设备的可选形式
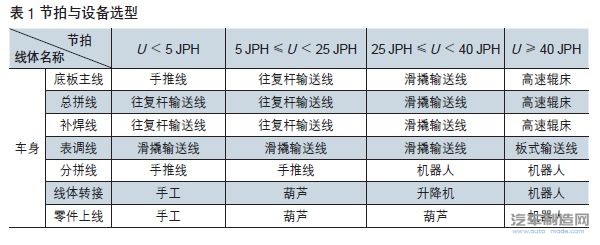
设备选用的考虑因素通常包括生产节拍、采购成本和设备柔性化可扩展能力。根据目前上汽工厂的规划实际,常用机运形式的节拍与设备选型如表1所示。
在实际生产中,节拍并不是一成不变的,因此柔性化对机运线的全生命周期必不可少,通常一条机运线面临的挑战包括:在新车型推出时需要能够达到较高的节拍;当车型陈旧后,线体的生产节拍能相应地降低;
线体使用后,如何满足由制造需求产生的车型生产线节拍的变化;车型改款时,需要在原有生产线中兼容新的改款车型;车型增加时,需要在现有线体中兼容更多的车型。
2.遵循标准进行选型
机运线的规划是一个设备全生命周期的整体规划,因此不光需要考虑设备的采购成本,同时还需要考虑设备维护成本、新老产品的更新和兼容、设备的利旧性和设备使用年限等因素。标准件的设备在购买、维护等各方面都更有优势,因此在规划时首选的方案就是充分利用标准件。
图4所示的是两种六辊长度的辊床输送方式,一种是五辊加一辊的输送设备,另一种是六辊的输送设备。两种方式都可以解决六辊长度的规划问题,在规划中就会面临设备的选型,事实上在规划中选择五辊加一辊的方式会更加适合,原因包括:相对于六辊辊床,标准设备五辊辊床制作周期更短;如果与预想尺寸不吻合,五辊辊床调整起来更灵活;旧的线体拆除后,标准件五辊辊床可以利旧。

对于已经拥有一定基础的基地生产线体来说,新线体的规划应该尽可能地与现有产品型号一致并减少备件数量,良好的设备一致性也有助于确保线体的稳定性和新老线体的兼容。
3.遵循原则进行选型
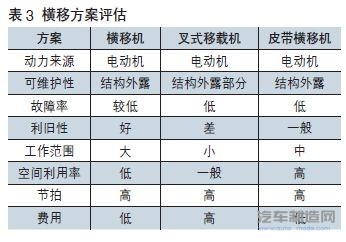
机运线的规划需遵循整体考虑、空间和距离最小的原则,在尽量减少干涉、空间浪费的情况下给予未来足够的拓展空间。以皮带横移机、横移机和叉式移载机这三种完成横移功能的设备对空间的利用对比为例,如表2所示。

根据表3的横移方案评估,我们综合考虑利旧性、工作范围、空间利用率和投资费用等因素,在满足节拍要求的情况下,采用横移机方案既可减少规划空间,又不会增加太多费用,因此在A车型内总拼到补焊机运线的规划中,我们选用皮带横移机来存储而不是全部布置辊床。对比上汽车身车间A车身存储区和BLD车身存储区,同样存储14台车,皮带横移机需要约270 m2,辊床和旋转辊床的组合需要约500 m2,显然皮带横移机存储空间利用率高。
计算验证和仿真
1.单一线体或系统的计算验证
对于单一的线体或系统,采用估算或者生产时序仿真的方法就可以获得较高的可靠性。在验证线体是否符合节拍需求时,为了保证出口处的出车节拍,我们一方面要考虑线体内的两车间隔,另一方面要考虑停线后的缓存时间。
在线体内的两车间隔方面,例如图5所示的连续运行的线体,若运行速度为20 m/min、线体全长为120 m且节拍为40 JPH,在不考虑设备开动率、车身长度等因素的情况下,两台车的出车间隔为90 s,即两台车之间的距离必须小于30 m。
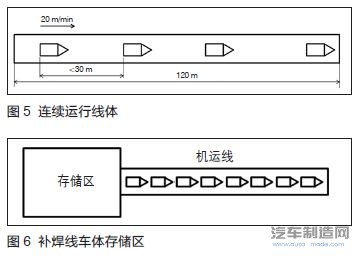
在停线后的缓存数量方面,设备停机会直接影响出口处的出车,缓存区域的车体数量为线体停线后可以连续出车的时间。例如图6所示的补焊线车体存储区,机运线节拍为40 JPH,要求停线后能够保证机运线连续出车30 min,需要的存储数量为20台车。
在实际计算中,为了更贴近应用,则需要考虑设备开动率、休息时间、适当的余量以及更多的人为、客观因素。
2.车身车间的仿真验证
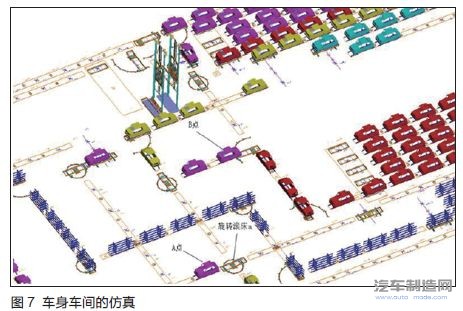
仿真软件能够提供全方位的虚拟仿真,并且可以加入随机事件模拟车间的停线情况,仿真结果可以验证设置的缓存数量是否合适、设备运行是否存在瓶颈以及多车型切换是否会干扰生产节拍等。例如图7所示的车间仿真,通过仿真找出了限制车间生产节拍的关键设备,可以有依据地进行调整,效果良好。
结语
本文结合上汽某车身车间的应用,对该车间的机运线柔性化规划提出了一些方法,为其他机运线或设备规划提供了一定的参考。
机运线的规划主要遵循精益生产的理念,有以下几个原则:
(1)整体考虑原则,设计时应将对布局产生影响的所有因素进行整体考虑,从而获得最优化的方案;
(2)移动距离最小原则,产品搬运距离的大小会影响搬运费用以及机运设备布置的成本,同时对物流空间和空间利用情况造成影响;
(3)连续性原则,机运线的布局应能保证生产的连续性,适当地安排缓冲确保出车的连续性,消除无谓的停滞;
(4)空间利用原则,充分有效地利用生产区域和存储区域的空间,提高车间的整体空间利用率;
(5)柔性化原则,在机运线规划之前应考虑到后续因素变化可能带来的布局变更,以便于后续扩展和调整;
(6)利旧原则,对于机运线的更新和扩展应考虑到已有的设备,在控制成本的情况下尽量减少设备的浪费;一致性原则,新规划的机运线设备与旧设备的转接及备件应尽量保持一致,从设备全生命周期的角度综合考虑费用;
(7)安全原则,应考虑到作业人员的情况,一方面是使用的安全舒适,另一方面是维修的方便快速。
根据柔性化规划原则的指导,上汽某车身车间已经实现了5种车型(A、B、I1、I2和Z)41种配置汽车的混线生产,未来将加入A2等更多车型,各线体之间高度柔性。
作者:上海汽车集团股份有限公司乘用车分公司 孙 标 汤国庆