如今,工业传感器的防错功能得到了越来越多的关注与认可,激光测距传感器作为其中一员,在整车行业中的应用逐渐增加。其原理简单,通过内部的激光发射系统发射一个持续的时间极短的脉冲,脉冲以光速达到目标物体然后反射回内部的接收系统,经过计时电路测得该过程所用时间为T,得到激光测距传感器与目标物体距离L=1/2CT,其中C为光速,T为传感器的计时电路测得的时间间隔。
方案设计
天津长城汽车二期焊装改造项目中,焊装车间现生产CHB-022车型,后期要实现CHB-025车型与CHB-022车型共线生产,CHB-025车型与CHB-022车型的顶盖不同,在生产过程中可能出现顶盖与车型配置错误。为避免失误,我们在此环节增加了防错功能,以确保配件合格率。
1.工艺描述
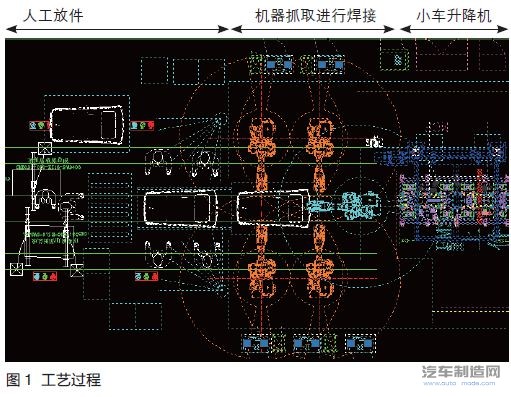
如图1所示,顶盖放置自动线体后,机器人进行抓取并完成固定焊,焊接完成后机器人将顶盖放置于小车升降机下的夹具上,小车升降机下降抓取顶盖进行下步工序。
2.方案分析
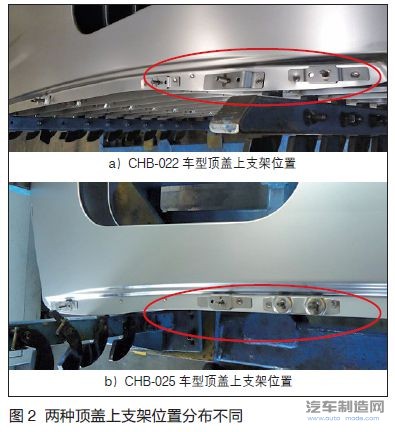
CHB-025车型要实现与CHB-022车型共线生产,在生产过程中为了防止两种车型顶盖的混淆和错误搭配,在生产过程中增加防错识别措施。考虑到两种顶盖的不同特征即两种顶盖上的支架位置分布不同(见图2和图3),我们拟定了两种防错方案:相机防错识别和激光测距传感器识别。

利用工业智能相机进行相机防错
前期,天津一期焊装车间南线共生产CHB-021和CHB-022两种车型,这两种车型各对应两种顶盖(天窗和非天窗),总计4种顶盖。为防止机器人抓取错误顶盖,南线顶盖处已成功使用视觉检测系统,已检测顶盖数量2万多个,成功率高达99.7%以上。参考天津一期焊装车间应用相机防错的案例,天津二期改造项目中也可采用此技术,通过相机识别顶盖上支架位置不同,通过硬接线方式与PLC进行通信,车型信息与主焊线一致时自行小车抓取顶盖,不一致时报警提示。
1.系统组成
主要元器件为工业智能相机检测装置一套(包括安装支架,如图4所示);采用自行小车PLC,通过硬接线方式与相机进行连接;现场已具备自行小车载码体及其读写装置,无需后加。

2.系统运行
(1)在自行小车抓取顶盖前一工位的合适位置安装工业智能相机,采用支架式,根据现场施工条件做到实用美观,不影响设备正常动作。
(2)相机与自行小车PLC通过硬接线方式连接,主焊线PLC给自行小车PLC实时发送主焊线需求车型顶盖信息。
(3)当顶盖到达指定位置时,相机接收到触发信号,拍摄图像并进行处理,相机根据自身处理的信息向PLC发送不同的信息,PLC对此信息进行运算处理,识别出车型信息。系统将识别后的车型信息与主焊线PLC中的车型信息进行对比,信息一致时,自行小车抓取顶盖,同时PLC通过载码体读写装置将车型信息写入自行小车载码体;不一致时,报警提示。
(4)自行小车携带不同车型顶盖及载码体运至主焊线上件工位,主焊线载码体读写头读取自行小车载码体中的车型信息,送至主焊线PLC与当前车型信息进行对比,信息一致时进行上件焊接,车型不同时系统报警提示,实现顶盖双重防错,有效防止顶盖错装。
3.成本运算
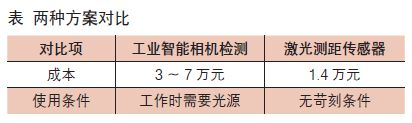
目前,满足该系统使用的智能相机品牌主要有康耐视、欧姆龙和基恩士等,其中康耐视已在天津一期焊装南线得到成功使用,检测准确、系统运行稳定,但价格比其他品牌略贵,价格约为3~7万元。欧姆龙与基恩士同样可以满足系统使用且价格较低,但尚未在公司内部使用,准确性及稳定性不确定。
利用激光测距传感器进行配件防错识别
1.系统组成
该系统包括2套激光测距传感器及安装支架。
2.系统运行
当顶盖完成上一工序送入小车升降机下的夹具时,在夹具旁合适位置安装激光测距传感器的支架以及传感器本体,确认安装位置与升降小车无干涉。调整传感器的角度,确保激光打到目标体上,将传感器设置成开关量,考虑顶盖上支架位置的偏差,从而进行两点示教(近点、远点)。本项目采用的传感器型号为邦纳的L-GAGE® LE 550 Analog-Discrete Laser Sensors,进入示教模式,分别示教近点和远点的位置:Navigate: MENU > D_OUT > Tch2Pt > TchSPt1;Navigate: MENU > D_OUT > Tch2Pt > TchSPt2。
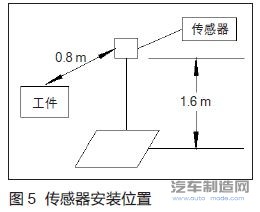
传感器激光达到支架的距离为795~800 mm(由于顶盖上支架的焊接位置可能有偏差,故采集的距离为范围值),即当顶盖放入夹具台,激光测距传感器测得支架的距离在795~800 mm范围内即为合格品,传感器安装位置距离地面1.6 m,传感器激光到达检测目标最大值为0.8 m(见图5)。
顶盖在前一工位焊接完成后,机器人进行抓取并完成固定焊,焊接完成后机器人将顶盖放置于小车升降机下的夹具上,通过激光测距传感器检测识别车型信息,检测结果通过数字量输入传递给小车PLC进行车型对比,信息一致后小车升降机下降抓取顶盖,否则升降机不予动作并进行故障报警提示。故在小车升降机下降抓取顶盖动作前增加连锁条件,在PLC对应程序段中增加断点,当满足传感器开关量条件时断点闭合,升降小车下降抓取顶盖进行下一步动作,反之不予动作并在报警程序段中增加报警信息。
3.成本计算
使用激光测距原理增加设备费用约1.4万元。
两种方案对比
工业智能相机检测属于非接触的检测方式,并且检测距离较传统检测元器件距离更远;相机系统从取像到处理图像信息完成,再把顶盖类型信息提供给PLC,速度很快,可以有效控制在500 ms之内甚至更快;与传统检测工艺相比,视觉检测更稳定、更准确;该系统可对3种以上顶盖进行设计,后期仍可根据检测需求进行扩展,识别种类可达10种以上。
激光测距传感器只能检测识别两种车型顶盖的信息,适用于在二期焊装生产中识别CHB-025车型与CHB-022车型顶盖的不同,相比于相机防错系统价格较为低廉,也可达到防错的效果。
两种方案的对比如表所示,最终我们确定在二期焊装生产中利用激光测距传感器来识别两种顶盖的特征差异。
结语
随着人们生活水平的提升,人们对汽车外形、品质等的要求也逐步增高。为了满足消费者的需求,汽车行业也不断开发新的车型,从而不同汽车配件实现了共线生产,这也是未来汽车行业的发展趋势。在单线多品种制造过程中,根据配件的特征合理利用激光测距原理以及视觉检测技术可以避免出现配件混装、漏装、漏加工以及加工错误等错误,而且其原理简单、成本较低,在汽车制造过程中可以有效地进行防错。
作者:长城汽车股份有限公司技术中心、河北省汽车工程技术研究中心 朱杰 高琪翔