上一期的CMT专题,已经向大家详细介绍了CMT的工艺原理。本期,让我们一起看看CMT的起弧和收弧原理。
CMT起弧与传统起弧对比
传统起弧问题1:飞溅
在开始焊接的时候,电弧的起弧往往不具有可重复性,同时还会产生飞溅。如下图1所示的是传统的电弧起弧过程。在理想情况下,焊丝的下端在接触后会直接开始熔化,这时电弧就会被点燃。对于这种接触式的电弧起弧方式,电流增大的速度以及焊接电流都必须很高,而由此所导致的电弧压力也很大,因此,通常情况下会产生焊接飞溅。
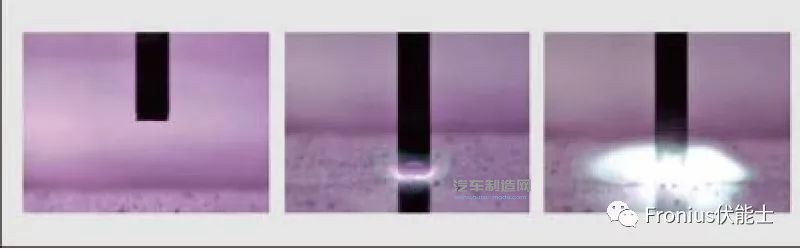

图1:常规的电弧引燃过程
传统起弧问题2:引弧失败
如果在焊丝接触的时候接触电阻过小并且电流增大速度过低的话,那么,上图1所示的电弧起弧就不会发生。将会发生如下图 2所示的起弧终止。由于引弧电流的影响,因此,焊丝的干伸长部分承受最大的热负荷,而进一步的送丝动作则会导致焊丝弯曲变形,并最终导致在中间部位发生熔化,电弧力会把多余部分甩掉。


图2:引弧失败状态
SFI起弧
如果能够实现送丝动作和电弧引弧同步的话,那么,在焊丝接触工件(短路)的时候,可以停止送丝,然后就可以执行回抽动作。
在减小电流强度的情况下,会在焊丝回抽动作过程中点燃电弧,该电弧会预热工件,并且使得焊丝开始熔化。在电弧持续一段时间过后,将会再次反转送丝方向,并且开始熔滴过渡过程。由于不再需要大的短路电流来点燃电弧,因此,焊接过程开始阶段几乎不会出现任何飞溅。这种起弧方式被称为Fronius伏能士“SFI无飞溅起弧”。
CMT起弧
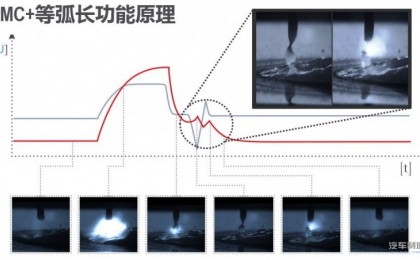
CMT起弧(将CMT 工艺和SFI无飞溅起弧相结合)的一大优点在于:焊接过程的启动速度得到了显著提高。通过CMT 焊接工艺的动态驱动技术,可以借助一套算法,清除焊丝尖端不导电的氧化物或者多焊道焊接过程中形成的焊渣。而清除这些氧化物是十分重要的,否则,就不能点燃电弧。

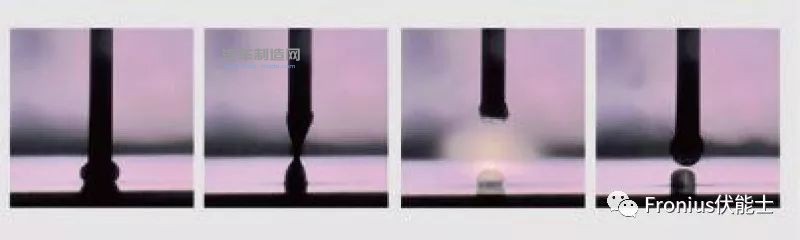
图3:SFI无飞溅起弧和CMT 工艺结合
CMT收弧与传统收弧对比
传统收弧
收弧结球的大小取决于焊接过程结束后熔化的焊丝端部的大小。在传统工艺(焊丝没有回抽动作)当中,焊丝伸出的长度是通过熔化最后一滴熔滴来调节的。这就意味着,在焊接过程的最后,焊丝末端会因电弧燃烧,从而形成一个球体(结球)。
CMT收弧
在CMT 工艺当中,在焊接过程结束的时候,会在没有电流的情况下,将焊丝从熔池中抽出。这样一来,就不再会有焊丝熔化,继而也就可以避免结球的形成。为了避免在熔池凝固的情况下焊丝被粘住,这一过程的速度必须很快 - 而这也只有在使用CMT电弧工艺的情况下才是可行的。
下期,将为您进一步分析CMT的其他优势,敬请期待!
来源:Fronius伏能士