随着计算机技术的不断发展,虚拟仿真技术在新车型开发过程中扮演着越来越重要的作用。由于产品设计对于涂装工艺能力和车型产品性能均有较大的影响,因此如果能够在前期通过虚拟仿真技术对涂装能力和过程进行分析,将大幅提高产品性能,减少产品设计缺陷,减少实车验证过程中的问题数量及产品开发后期的工作量。
涂装工艺虚拟仿真技术涵盖了涂装全序的工艺虚拟仿真分析,以产品全生命周期的相关数据为基础,根据虚拟制造的原理,在计算机虚拟环境中对整个生产过程中进行仿真、评估和优化。本文主要对通过性仿真分析、气泡仿真分析、烘烤仿真分析、电泳仿真分析、人机工程仿真和喷漆膜厚仿真分析等进行了简要介绍。
通过性仿真分析
涂装车间需同时满足多种车型的的生产要求,即多车型的柔性化生产,尽管涂装生产线在设计时是按照柔性化生产设计的,但由于车型设计风格的不断发展、车型款式的不断更新以及车型热点的不断转换,新车型在尺寸、质量和定位孔等车身数据上的差异越来越大,需要新车型在现有涂装线投产前进行通过性分析工作。
三维工厂布局软件能对新车型在涂装车间的通过性进行全面的分析和评估,是数字化虚拟工厂设计、分析和仿真的工具,它能迅速简便地建立、分析和展示可视化的工厂三维立体模型(见图1),使新车型的三维数模在虚拟工厂中进行非标设备通过性分析和机械化设备通过性分析。
软件能模拟白车身在各个室体内的运动状态并进行动态分析,分析该车身在通过各个室体时是否存在干涉现象,以确定车身在各个室体的通过性能力。软件能对滑撬、吊具和台车输送设备等进行模拟装载分析,分析输送系统与车身数模是否干涉、是否满足安全距离等,以确定车身是否满足各工位机械化设备的通过性要求。
气泡仿真分析
电泳涂装是将整个白车身浸入在电泳槽中,由于车身设计结构和设备的局限性,白车身入槽后腔体内的气体不能完全排净,电泳后大部分车型都存在电泳气室的问题。采用RoDip或VarioShuttle等机运系统可以解决气室问题,但其成本较高,老工厂无法进行实施,因此通过前期仿真发现积气位置是较为理想的解决方案。
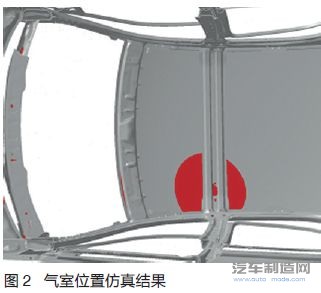
气泡仿真软件能计算出电泳过程中的气室位置,对电泳过程中的排气能力进行全面评估。在产品设计阶段,将车身数模进行网格化划分,输入车身的入槽角度、运行轨迹和出槽角度等信息,通过软件的分析计算,得到各个时间点腔体内气泡的状态、整个电泳过程内气泡的流动路径和存在位置。
通过对气室位置的精确仿真,可以在产品设计过程中提前发现气室位置(见图2),通过在气室位置开孔或调节形面等办法解决气室问题,并不断进行优化,避免在项目后期依靠辅具工装调节或设备的更改解决气室问题,既缩短了项目的调试周期,又节省了设备变更所产生的费用。
烘烤仿真分析
汽车制造属于大批量流水线制造,快节奏的涂装生产需采用烘干炉进行烘干,烘干的目的是通过加热使涂装过程中附着在车身上的涂膜、密封胶等能够迅速固化,提高生产效率。
在新车型设计的过程中,涂装工艺部门往往不能准确地评估新车型的烘干能力,需要在有试制样车后,在生产调试阶段依靠炉温仪测量车身表面在烘干炉中温度的变化情况,进行验证工作。这种工作模式验证时间靠后,验证周期较长,而且无法准确了解车身腔体内的烘烤温度变化情况。
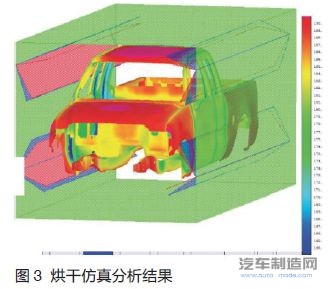
烘烤仿真软件能模拟车身上漆膜和胶黏剂的烘干过程,模拟墙壁上喷管向车身喷射热空气的影响,能对新车型烘干能力进行准确的评估。该软件需通过网格模块进行车身网格划分,输入车身、密封胶和漆膜热传导系数,设置烘干炉尺寸和喷头位置等设备信息,通过计算模块进行仿真计算,得到车身任意位置的温度随时间变化的关系(见图3)。在产品设计阶段,通过对烘烤仿真软件的应用,可以对新车型烘干能力进行全面评估,提前解决了后续验证过程中的问题,该仿真软件同时能对生产线进行优化,通过对生产线分析模拟,调节加热空气喷射角度,提高生产线能量的利用率。
电泳仿真分析
电泳工序是汽车车身涂装的第一道环节,也可以说是整个车身涂装的基础,其质量的好坏直接影响车身的抗腐蚀性能及漆膜的装饰效果。
电泳过程中因电磁屏蔽原因,在多层板包合搭接形成的内腔里,电泳效果往往不理想,需通过增开电泳孔来提升电泳效果,继而提升车身的防腐能力。由于车身设计还需考虑噪声、强度和振动等性能的要求,电泳孔开孔位置限制较多,电泳能力的评估工作以往主要以个人经验为主并辅以试制纠错法协助,所有的开孔方案需在项目后期的实车拆解阶段进行验证,存在验证周期长、变更费用高的问题。
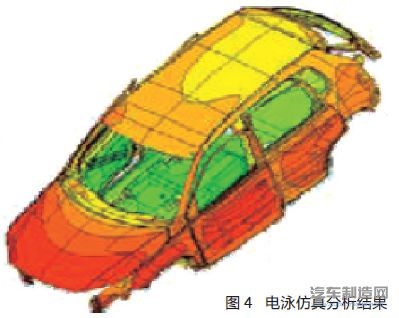
电泳仿真软件能计算车身上的电流密度分布、电势分布和漆膜厚度分布,对新车型电泳能力进行全面评估。电泳仿真软件采用有限元方法进行计算分析,分为数据准备、模型前处理、分析计算和结果后处理四大部分。软件可以在设计阶段对电泳的可行性进行高精度的定量计算,可以精确地得到产品在不同时刻的电流密度分布、电势分布和漆膜厚度分布(见图4),进而评估电泳的可行性。软件同时能对开孔方案进行不断验证和优化,直到得到最优的设计变更方案,为车身电泳能力的提升提供了精确的指导和快速的验证。
人机工程仿真分析
涂装密封胶使车身具有良好的水密封性、机械密封性、防锈性和耐久性。电泳无法处理到的钣金搭接的接缝、易被腐蚀的零件轮廓边、易积水位置的连接处以及易透气的连接处等部位需要涂密封胶。
密封胶的操作性评估是涂装同步工程的重点,以往主要根据个人经验进行该项评估,部分问题需等到实车验证阶段才能对各种应对方案进行验证,存在验证周期长、评估不够全面等问题。
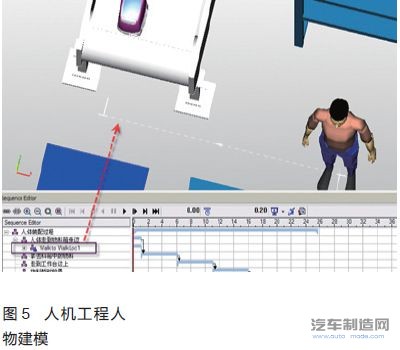
人机工程软件能对生产线的涂胶情况进行全过程模拟,对密封胶操作进行全面、准确的评估。人机工程软件需对生产线进行建模,规定生产线运动轨迹,定义人体的动作(见图5),最终得到人机工程整体评价,判断涂胶操作的可达性、可视性并进行工时的统计。人机工程软件能在产品设计阶段对密封胶的操作性进行全面评估,提高了评估的准确性和全面性,减少了项目后期生产调试过程中的大部分问题。
机器人离线编程仿真
随着现代汽车工业的迅速发展,汽车型号迅速变化,车身设计不断调整,为适应这种频繁变化的生产要求,涂装车间的涂胶机器人和喷涂机器人应运而生,被大规模使用。
机器人的作用是控制喷枪,使之在喷涂过程中与喷涂表面保持正确的角度和恒定的距离,为了实现这一任务,工程师需要给机器人输入特定的喷枪移动轨迹,定义在整个喷涂过程中机器人的各种动作。以往喷漆机器人轨迹调试都采用线上(生产线上)示教编程模式,只能在项目后期有实车后才能进行调试与编程,这种工作形式存在调试时间靠后且调试周期较长等问题。
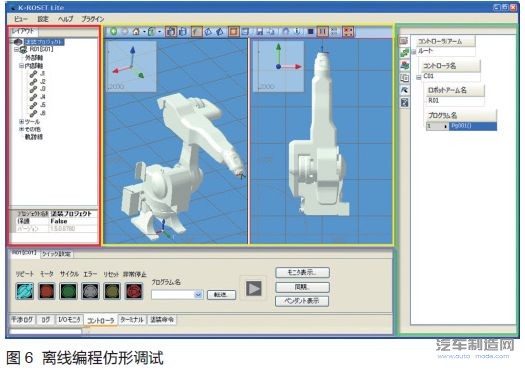
离线编程仿真软件以车身三维数模为基础,能快速地进行机器人工作单元的建立、仿真与验证,软件使用图形化编程、编辑和调试的机器人系统来创建机器人的运行轨迹(见图6)。离线编程软件能在产品设计过程中进行机器人的轨迹调试工作,不需要生产线停机配合就可以对机器人的喷涂轨迹进行规划和编程,在不影响生产且足够安全的情况下,能不断地优化现有喷涂轨迹和机器人程序,大幅提前了轨迹调试时间点,缩短了项目的调试周期,提高了喷涂质量并节省了大量调试用车。
喷漆仿真分析
漆膜厚度是衡量自动喷漆效果的重要指标之一,漆膜过厚造成喷涂材料的浪费,且漆膜表面容易结块脱落,漆膜过薄则不足以遮盖产品的底漆颜色,无法形成良好的产品外观,漆膜厚度不均,又会形成不同的漆膜缺陷。
漆膜的厚度与喷漆过程中的很多因素有关,如喷头的运动速度、喷头的流量以及喷头与车身表面的距离等,所以漆膜厚度的调试工作复杂繁琐同时又是涂装工艺的重中之重。以往喷漆能力的调试需要在线上进行,需要消耗大量调试样车,调试后的样车只能做报废处理,造成了能源、资源和成本的浪费,这种工作模式调试时间靠后、影响生产线生产且调试周期较长。
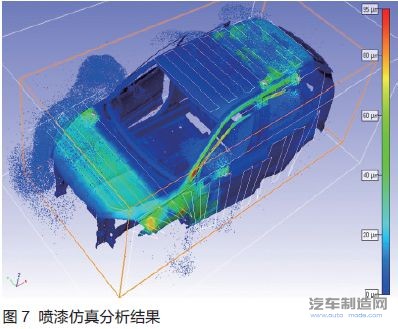
喷漆膜厚仿真软件能快速、准确地模拟出白车身漆层的厚度,对喷漆质量、传输速率和污染进行准确的评估。软件需对生产线进行建模,设定好机器人喷涂轨迹、工艺参数和环境参数等一系列条件,导入产品数模,通过仿真计算,就能得到车身漆膜厚度的分布结果(见图7)。通过对喷漆仿真软件的应用,在车型设计阶段,与设计部门协同工作,提前进行喷漆能力的评估,节省了大量调试样车,并对漆膜均匀覆盖和喷涂轨迹的优化提供了有效的参考。
结语
涂装虚拟仿真技术是现代数字制造技术与计算机仿真技术相结合的产物,它的出现给涂装工艺注入了新的活力。作为产品设计和产品制造之间的桥梁,在产品设计阶段,通过仿真验证,工艺部门与设计部门实现同步工作,参与产品的设计过程,提出专业的意见进行产品更改,使设计到生产制造之间的不确定性降低,使生产制造过程在数字空间中得以检验,减少了项目后期的更改,避免了时间和成本的浪费,缩短了从设计到生产的转化时间。
作者:华晨汽车工程研究院 王龙蛟 李婷婷 张安祺 李文雷 赫立远 张迎杰