门盖在焊装装配调整合格后,如不采取任何措施,在运输及涂装过程中受外力及内应力释放等因素的影响,门盖的平度、间隙会发生较大变化。这种现象在汽车行业普遍存在,特别对平度的影响较为明显。针对此问题,本文引入焊接凸台在门盖焊点上应用的概念,提出了一种新的工艺方式——利用焊接凸台实现焊接,以达到提高门盖的刚度,同时减少表面变形的目的。本文阐述了实现门盖工艺焊点的分类、工作原理及特点,并重点介绍了凸台焊接工艺在奇瑞汽车上的应用。
实现门盖工艺焊点的工作原理
工艺焊点可理解为从产品定义角度并无需求,而从工艺、过程制造的角度为提高过程质量的稳定性而采取的一种工艺。实现门盖工艺焊点的方法有双面点焊、单面单点焊接、单面双点焊接和凸台单面双点焊接。
1.双面点焊
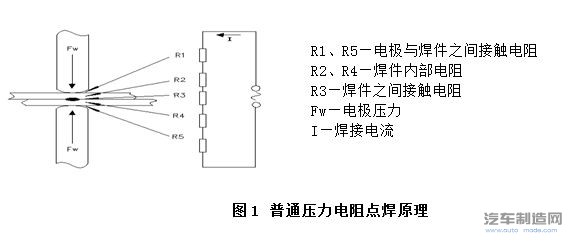
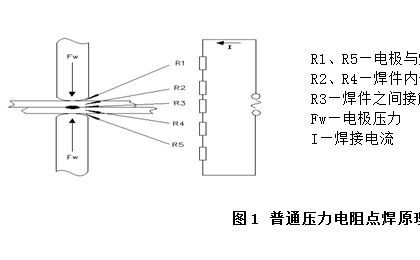
双面点焊采用电阻焊的原理,利用固定或活动的焊接设备进行焊接。由于工艺焊点产品对强度并无特别要求,双面点焊时可通过减少压力、电流等方式来减小熔核及表面变形的效果,并可在外板外增加块铜垫板以减少外板的变形量。普通压力电阻点焊原理如图1所示,电流线温度曲线如图2所示。

双面点焊具有如下优点:成本低、操作方便;适合于外面表有装饰件的区域焊接。其缺点是:调试周期长,为减少表面变形,需不停地验证各类参数;表面变形较大,需打磨;对表面件的后续维护成本较高,质量不稳定。
2.单面单点焊接
将电极置于板件内侧,单面点焊符合上述的压力电阻点焊的基本原理,均是通过形成电流回路利用电阻热形成焊点。与普通压力电阻点焊不同的是,单面点焊的压力电极在内侧利用外板作为地线,引回电流。单面点焊的工作原理如图3所示。

单面单点焊接的优点是:成本相对较低、多用于固定设备或机器人焊接;适合于外面表有装饰件的区域焊接。其缺点是:表面变形仍存在,有一定的打磨量;对表面件的后续维护成本较高,质量不稳定。
3.单面双点焊接
单面双点焊接符合上述双面点焊的基本原理,与普通压力电阻点焊不同的是,将两电极均放在门盖的内侧,因此单面点焊的熔核相对于普通压力电阻点焊所形成的熔核较为偏心,即其熔核大部分在和压力电极接触的焊接件一侧,对提高零件表面质量有一定的帮助。其工作原理如图4所示。
在外观类要求较为严格的门盖类零部件上,单面双点焊接的应用能够有效提高门盖的刚度,减少表面变形。如图5所示,奇瑞艾瑞泽七、艾瑞五上就采用了此工艺。单面双点焊接工艺通过两个气缸推动置于门内板侧的电极,与外板接触的绝缘夹头形成作用力,从而确保压力满足焊接要求,再通电流焊接形成熔核。即使在可视区较弱的地方,工件的变型量也是可以接受的。


单面双点焊接具有如下优点:成本相对较低,多用于固定设备或机器人焊接;适合于外表面有装饰件的区域焊接。其缺点是:表面仍存在一定程度的变形,有一定的打磨量;对表面件的后续维护成本较高,质量不稳定。
4.凸台单面双点焊接
基于上述分析,在进一步减少对表面变型量的影响中存在着这样一对矛盾,从变形角度来证明,需尽量减少焊接电流及压力,但尺寸变化大且存在角度的门盖的内外板间要增加连接强度,则需增加熔核。
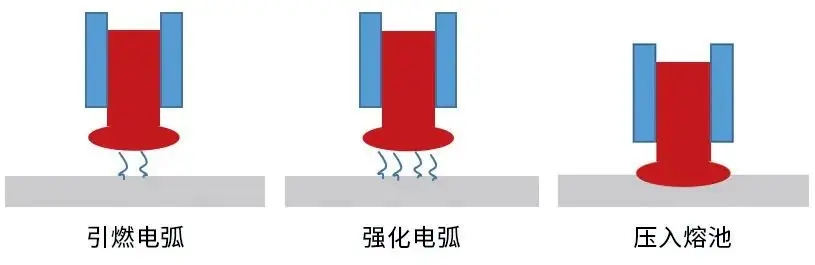
通过对焊接原理的研究,并借鉴某一外企的做法,奇瑞公司开发出了一种利用板件凸台实现焊接的工艺方法,既对总成的刚度有了很大的提升,解决了后续变形问题,又极大程度上减少了外板的表面变形。具体做法是:在需要焊接的部位处对应的内板上起凸包(包边时模具在凸包处做避让),利用电阻焊接触面小相应电阻变大,相应产生的热量比较多的原理实现焊接。此时,熔核会极大程度地偏向内板与包边侧,而外板的外表面与内板将产生很小的熔核,从而外板的变形极其轻微。该方法可有效降低因单面点焊原因导致的外表面变形。凸台单面双点焊接原理如图6所示。

凸台单面双点焊接具有如下优点:成本相对较低、多用固定设备或机器人焊接;表面变形轻微,质量相对稳定;焊接效率高,一次可完成两个焊的焊接工作。其缺点是时而有一定的打磨量。
采用焊接凸台工艺后的实物对比
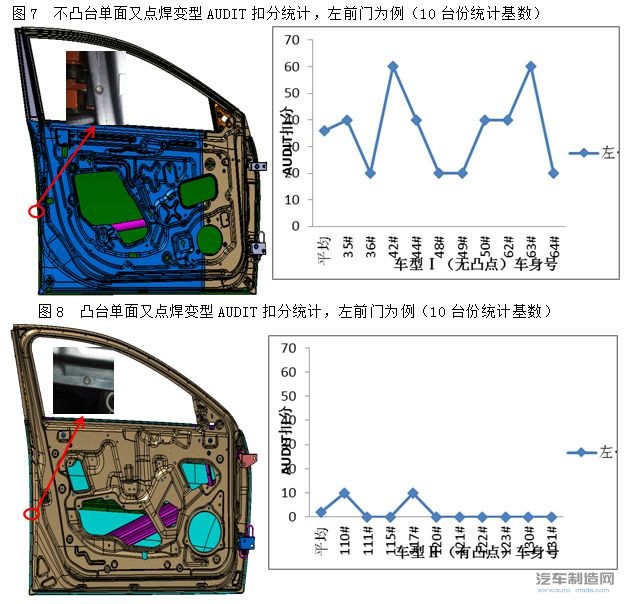
经手工验证的方法确认有效后,焊接凸台工艺在奇瑞后续新开发的T15车型上进行了应用。对增加焊接凸台前后的实物质量进行对比分析,对增加工艺焊接与不进行处理到总装后出现变形量的对比分析,各分析数据总结如图7、图8、图9和图10所示。通过验证,虽时而仍有些打磨量的出现,但相对前期的工艺焊点的方式已有了很大的进步。
结语
由于车身进入涂装加热前,内外板的折边胶、隔振胶等的连接性能都未发生,仅靠压合模压合后的内外板的夹紧力,不足以克服外在冲击、板件内力及涂装的受热变形。随着对车身品质的要求越来越高,在焊装进行相应的工艺处理的必要性也日益突显,高频固化由于受成本的压力许多企业目前尚未采用,而相对之下,采用板件凸台的单面双点焊工艺,具有一定经济性,非常值得推广应用。对结设计的刚度很低的车型,在前期产品、工艺的试制验证时,确定是否需要将凸台单面双点焊及高频固化同时使用也是一项需要开展的工作。
来源:AI《汽车制造业》
作者:奇瑞汽车股份有限公司 罗灯远 李 铁 浙江吉利控股集团有限公司 李蕴泽