宋 华,于泽淼(中国第一汽车股份有限公司技术中心)
摘要:本文介绍了聚脲涂料的发展历史及各代聚脲涂料的性能,根据汽车零部件涂层的性能要求,开发了新型环保聚脲涂料。重点介绍了新型环保聚脲涂料的性能,及在汽车零部件上应用的实例。
关键词:聚脲涂料 汽车零部件 涂层性能 应用
0 引言
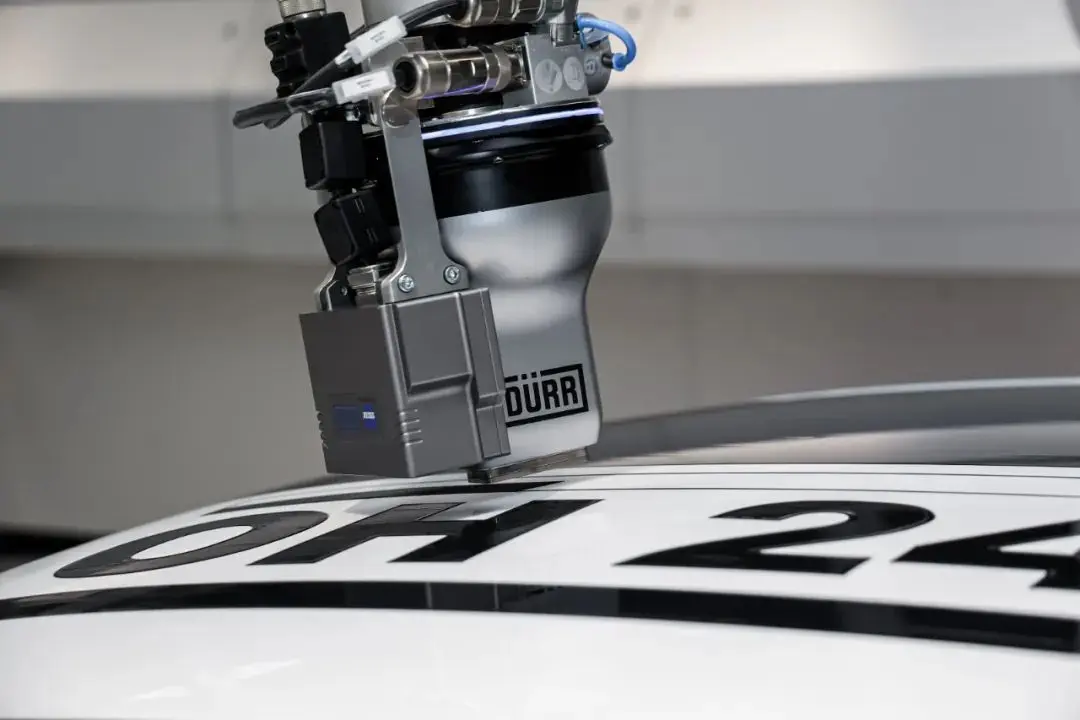
国家财税《2015-1-16》号文件、《重点区域大气污染防治“十二五”规划》及上海市《汽车制造业(涂装)大气污染物排放标准》的相继出台,促进了汽车涂料必须选择水性涂料或高固体分溶剂型涂料等低VOC含量涂料的步伐,以此来解决目前汽车行业的痛点。目前,水性涂料已是成熟技术,并在国内涂装线上相继应用,但水性涂料带来的一系列负面作用,如设备投资大、运行成本高、能耗高、管理严格等等,使业内人士很困惑 。最近在一份行业参考资料《产业结构调整指导目录(2011版)》中写到: “高固体分涂料”作为一类环境友好、资源节约型涂料,将是依然含有溶剂的“溶剂型涂料”特列,并将成为溶剂型涂料企业未来发展的重点,这与欧美发达国家保持了一致,体现出了兼顾环保和实际需求的政策导向 。因为高固体分溶剂型涂料的应用,即可以满足上述苛刻的环保法规的要求,又解决了水性涂料的负面作用。我们联合国内涂料厂家、树脂厂家,将世界上最先进的第三代聚脲技术进行二次创新,研发成功新型聚脲涂料,就属于溶剂型高固体分涂料范畴,并将其成功应用到汽车涂装生产线。本文是我们研究成果的总结,供同行参考、选用。
1 聚脲涂料简介
喷涂聚脲弹性体技术是早在20世纪60~70年代发明的, 它实际上是一种喷涂聚氨酯弹性体(第一代聚脲技术),当时受没有合适的设备技术影响,该技术并没有大规模应用。80年代以后,随着撞击混合式高压喷涂设备的出现,喷涂聚氨酯(脲)弹性体技术开始发展,即行业内称为的第二代聚脲技术。但由于第一、二代聚脲产品反应速度快、瞬间固化,必需采用大型专用喷涂设备施工;另外漆膜外观差,漆膜一次喷涂太厚,层间附着力差,在我国从2002年开始在汽车行业应用,主要应用在卡车和皮卡车的车厢内表面、矿山拉煤车车箱内表面、消防车行李箱内部等。聚天门冬氨酸酯聚脲简称天冬聚脲,是近年来聚氨酯工业领域出现的一种新型脂肪族、慢反应、高性能环保涂料,被称为第三代聚脲涂料。它是一种全新的聚脲涂料,这种涂料在国外开发不足10年,应用不足4~5年。目前在欧美市场主要应用于重防腐、防水、耐磨地坪等高端领域。我们联合国内涂料厂家、树脂厂家,根据汽车零部件涂层的性能要求及特点,经过多次配方改进及试验研究,将第三代聚脲技术进行二次创新,研发成功新型聚脲涂料,其性能达到汽车零部件涂层标准要求,并在汽车生产线得到应用。
各代聚脲涂料与通用的聚氨酯涂料比较见表1。
表1 新型聚脲与聚氨脂和传统聚脲性能的对比
|
新型聚脲
|
传统聚氨酯
|
传统聚脲
|
|
|
结构式缩写及特点
|
-NCO-NH
有1个活泼氢
|
-NCO-OH
含有羟基
|
-NCO-NH2
有2个活泼氢
|
|
发展历史
|
(2~3)年历史
|
-
|
第一代:20年历史
第二代:10年历史
|
|
环保
性能
|
施工固含(55~100)%;VOC小于225g/L,远低于消费征税标准,远远超过国际先进清洁化生产标准
|
不环保,通常施工固含(30~40)%
|
环保性能好,施工固含100%
|
|
固化、反应速度
|
反应速度可调,在(20~120)min内;低温(40~100)℃固化
|
反应速度慢(4~6)h,固化温度(80~120)℃,常温固化时间>24h
|
反应速度极快,几秒至几十秒,瞬间固化
|
|
耐腐蚀和耐候 性能
|
聚脲底漆耐盐雾1000h以上,聚脲面漆人工老化2000h以上
|
耐腐蚀性能差,人工老化最高为1000h
|
耐腐蚀性能优异,耐候性较差,人工老化<200h
|
|
膜厚及外观
|
一次喷涂,施工膜厚(30~50)μm,可调,外观可满足汽车漆要求
|
一次喷涂,施工膜厚(30~40)μm ,外观可满足汽车漆要求
|
一次喷涂,施工膜厚
(0.6~2)mm ,外观差,不能满足汽车漆要求
|
|
施工
方式
|
多种施工方式,采用通用喷涂设备,可摆脱专用设备限制
|
多种施工方式,采用通用喷涂设备
|
必须采用大型专用喷涂设备
|
|
应用领域
|
汽车涂装领域等
|
汽车涂装领域 等
|
工业重防腐、防水、耐磨地坪等高端领域
|
2 新型环保聚脲涂料拟应用的汽车涂装领域,达到的技术及经济目标
根据汽车零部件、总成涂装的特点及性能要求,及目前汽车零部件、总成涂装存在的质量问题,主要针对以下汽车涂装领域,开发新型环保聚脲涂料:
针对具有耐候要求的汽车底盘件:如商用车车架等,通常的工艺是采用阴极电泳涂装,原采用通用的环氧电泳漆,工件露天存放三个月左右,涂层就严重失光、粉化,受到了用户的抱怨。目前采取的措施是:a将电泳涂料更换为耐候电泳涂料(环氧丙烯酸型),但效果不理想,即在提高涂层耐候性能的同时,牺牲了耐腐蚀性能,因为二者是矛盾的;b 在车架电泳涂层表面或整体底盘件表面喷涂防锈蜡,存在蜡膜使用一段时间后,从涂层上脱落、蜡膜易粘灰、雨淋后蜡膜变白等质量问题。通过对标国外商用车及结合国内生产线的实际生产情况,建议采用以下技术方案:车架采用通用的环氧电泳漆进行电泳涂装,保证涂层的耐腐蚀性能优异;然后在车架电泳涂层表面或汽车底盘件采取整体喷漆,喷涂低温底面合一涂料,以提高涂层的耐候性能。所以,欲开发的底面合一聚脲涂料,低温烘烤(45℃~60℃X20~30min),不影响后续的装配工序;涂层具有一定的耐腐蚀性能、优异的耐候性能;与电泳涂层、粉末涂层及其它底涂层配套性良好,可以满足生产线要求。
针对耐腐蚀性能(耐盐雾500h以上)要求较高、且不能高温烘烤(不能高于100℃)的底盘件,如轿车钢制燃油箱等;另外针对电泳涂层表面有磕碰伤、打磨露金属等零部件,需要一种电泳修补漆。目前应用的双组份溶剂型修补漆,是环氧涂料,耐腐蚀性能差、施工固体分低、不环保、成本高。所以,欲开发一种低温烘干、耐腐蚀性能优异的聚脲底漆,同时要求与电泳涂层、面漆配套性良好。
针对装饰性要求不高的客车车身,目前应用的低温双组份溶剂型涂料,施工固体分低(40%左右),不环保、成本高。所以,欲开发一种聚脲低温面漆,性能满足客车涂层标准要求,环保、降成本。
针对以上汽车涂装领域的技术要求,开发的新型环保聚脲涂料,主要技术和经济目标为:
1)开发的新型环保聚脲涂料,可以采用通用的喷涂方法和设备进行施工;
2)底面合一聚脲涂料,烘干规范( 45~60)℃X(20~30)min;聚脲底漆,烘干规范(60~100)℃X30min;聚脲低温面漆,烘干规范(60~80)℃X30min;
3)聚脲涂料的施工固体分≥60%(红色面漆可≥55%);
4)根据用途不同,漆膜具有优异的耐腐蚀性能和优异的耐候性能 ;
5)漆膜的其它性能满足企业标准要求;
6)经济指标:与目前应用涂料比较,节能(10~20)%,综合成本不提高。
3 设计的涂层结构及开发的关键技术
根据汽车不同的零部件及涂层标准要求,设计不同的树脂体系、不同的涂装工艺和漆膜厚度,见表2。
表2 树脂体系、涂装工艺和漆膜厚度
|
底盘整体喷漆用聚脲底面合一涂料
|
商用车车架喷漆用聚脲底面合一涂料
|
底盘件涂装
或电泳修补用聚脲底漆
|
底盘件涂装用
高耐腐蚀要求的聚脲底漆
|
客车用低温聚脲面漆
|
|
|
主体树脂设计
|
聚脲+丙烯酸+特殊封闭剂
|
聚脲+丙烯酸
|
聚脲+环氧
|
聚脲+环氧
|
聚脲+丙烯酸
|
|
涂层配套体系
|
电泳、粉末、其它底漆+聚脲
|
电泳+聚脲
|
脱脂+聚脲
或电泳+聚脲+面漆
|
转化膜处理+聚脲
|
电泳+聚脲
|
|
聚脲涂层膜厚(um)
|
20~30
|
20~30
|
40~60
20~30(电泳修补)
|
40~60
|
30~40
|
|
烘干规范
|
45℃X20min
|
60℃X30min
|
(60~80)℃X30min
|
(80~100)℃X30min
|
(60~80)℃X30min
|
|
主要性能
|
耐腐蚀:500h
耐老化:500h
|
耐腐蚀:500h
耐老化:500h
|
耐腐蚀:500h
|
耐腐蚀:840h
|
耐腐蚀:240h
耐老化:1500h
|
|
涂层特点
|
快速干燥、耐腐蚀、耐候性能良好
|
低温烘干,耐腐蚀、耐候性能良好
|
低温烘干,耐腐蚀性能良好
|
低温烘干,耐腐蚀性能优异
|
低温烘干,外观装饰性和耐候性能优异
|
|
综合成本
|
高于喷蜡
|
低于通用的溶剂型涂料
|
低于通用的溶剂型涂料
|
低于通用的溶剂型涂料
|
低于通用的溶剂型涂料
|
4 新型环保聚脲涂料的性能
一汽技术中心与国内涂料公司和树脂厂通过多次试验改进配方,联合开发出新型环保聚脲涂料,克服了第一、二代聚脲涂料的缺点,即新型环保聚脲涂料可以控制反应速度、采用普通设备喷涂,漆膜厚度根据性能要求控制。新型环保聚脲涂料的原漆性能及施工性能见表3,涂层性能见表4。
来源:现代涂料与涂装