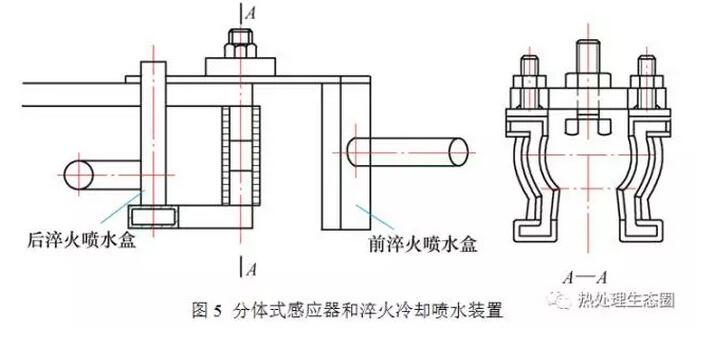
新设计的的感应器和淬火冷却喷水装置采用分体结构(见图5),左侧为总成装配的感应器和淬火冷却喷水装置,右侧A-A剖视图为感应器和工件上定位装置,感应器的形状保证了感应器有效圈内侧和工件间的间隙的均匀性,工件放入下置的装夹机构,移入感应器内,调整行程至中间位置,用上定位装置固定,然后下置的装夹机构带动球头销旋转,感应器通电加热部品,加热完成后由前后淬火喷水盒喷水冷却淬火,喷水停止后下置的装夹机构移出,取出球头销,再装夹未淬火的球头销重复上述过程,完成淬火后的球头销入回火炉回火。
5. 改善效果
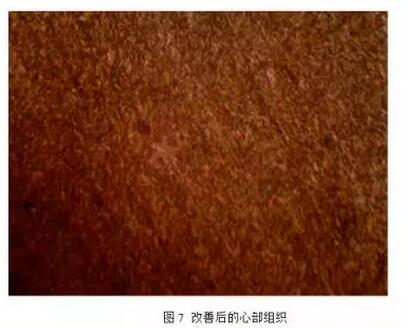
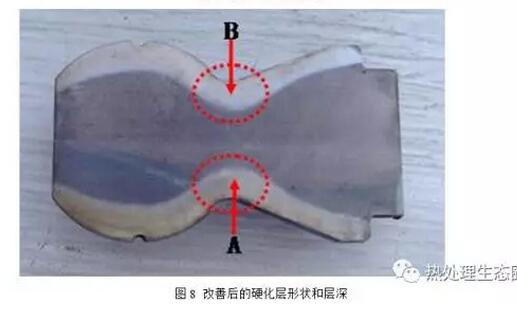
应用上述的改善措施重新对球头销进行感应热处理,经检验,回火硬度60HRC;金相组织如图6、图7所示,表层为马氏体6级,心部为回火索氏体2级;硬化层深度3.2~4.0mm如图8所示,改善后的球头销硬化层形状和层深比改善前相对均匀,尤其在图8中的A、B两处的硬化层深度和形状得到了明显的改善,但是在用于生产过程中操作者反馈装夹和卸件效率低,导致产量比改善前下降。
.jpg)
6. 再改善
针对装夹和卸件效率低的问题,我们分析主要是新设计的定位和装夹装置不够合理,导致人工操作动作比较多,花费时间长,为此我们决定引入立式机床来取代原定位和装夹装置,这样减少了原固定螺母的时间和工件放入下置的装夹机构所需移入感应器内的时间,为此相应的图5所示的分体式感应器和淬火冷却喷水装置中A-A视图变为图9所示状态。
7. 再改善确认
经过再改善后的装夹、定位机构投入生产使用后,装夹和卸件的效率恢复到正常的生产状态,满足了生产的要求。

8、结语
通过对形状比较复杂的球头销的感应热处理的系统改进,更深入地意识到在热处理工艺设计过程中,只有不断设计、实践验证、改善确认、再检讨改善提高的循环过程,才能使整个热处理系统持续改进到更加符合部品设计所要求的技术性能要求。
来源:感应加热世界









