美国三大汽车集团(通用、福特、克莱斯勒公司)、欧洲汽车制造公司(如RENAULT、VOLVO、AUDI、BENZ和BMW公司)生产线上采用大量激光焊接机器人,德国大众公司在Audi A6、Golf A4、Passat 等品牌车型的车顶均采用激光焊接。奔驰、宝马、大众、沃尔沃等众多国际知名汽车公司都已将激光焊接技术大量应用在车身制造工艺中,以保证产品质量和技术先进性,这意味着现代汽车制造已离不开激光焊接。
1、激光焊接介绍
在汽车车身制造中,激光焊接应用较为成熟的是车顶激光焊和后盖激光钎焊技术以及坯板的拼板焊。激光焊工艺具有减轻车身重量,增加车身刚性等优点。
激光焊、钎焊与CO2焊的比较
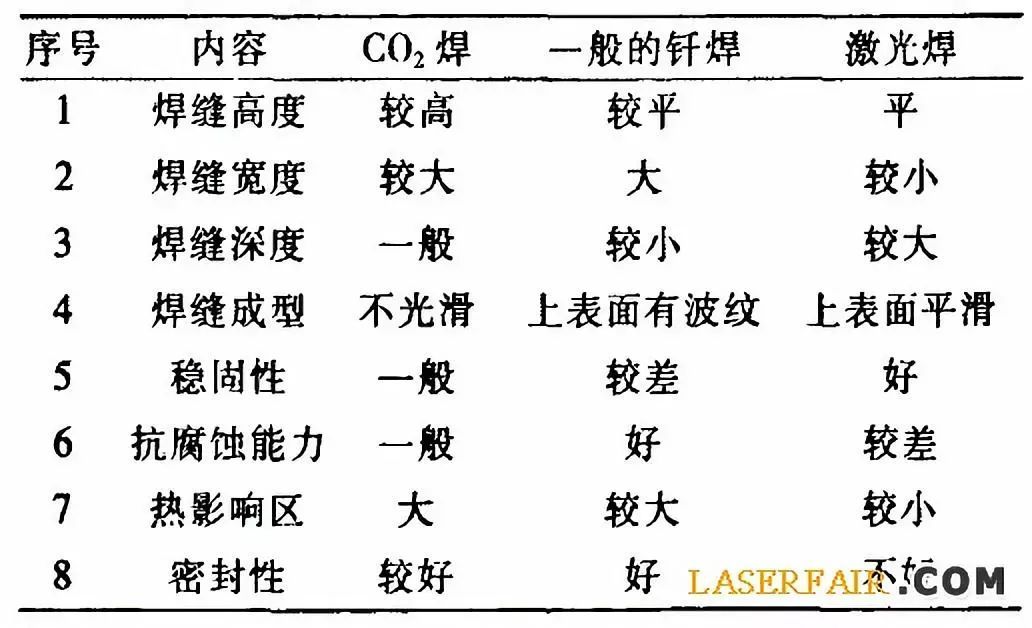
激光焊与电阻点焊在汽车生产中的应用比较见图1、图2。可以看出,激光钎焊外观美观,可作为外观面处理,节省电阻焊所需要的装饰条。

图1 顶盖激光钎焊与电阻点焊的比较

图2 电阻点焊与激光钎焊在顶盖应用的外观对比图
2.激光焊接汽车应用案例
国外汽车品牌先后于上世纪八十年代逐步采用激光焊应用于汽车车身制造,激光焊接应用于汽车行业主要表现在以下几个方面:
2.1车顶激光钎焊
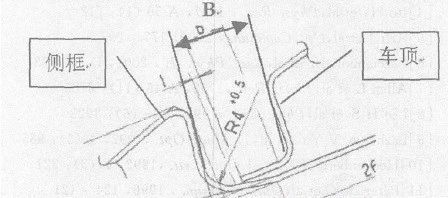
图3 车顶与侧框外板的搭接示意图
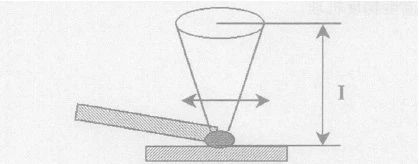
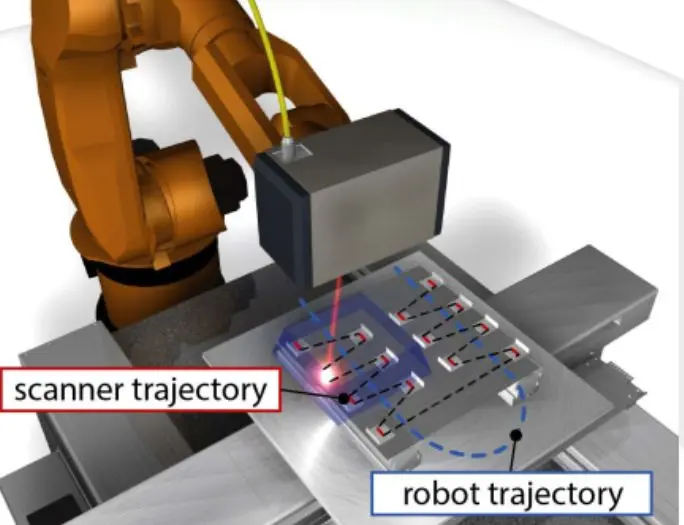
图4车顶焊接示意图
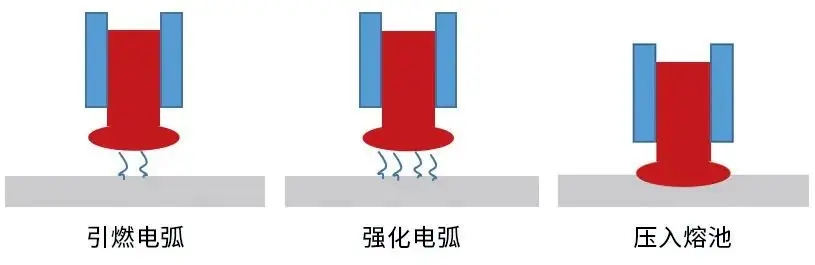
在车顶的机器人编程及焊接实践中,关键在与确定焦点的大小和相对位置。如图4所示,锥形体代表入射激光,斑点代表落在焊缝表面的激光焦点,两个搭接的阴影块分别代表待焊的车顶和侧围零件。调整聚焦镜组与焊缝上下的距离L就可以改变焦点的大小,调整左右的距离便可确定焦点相对于车顶和侧框的位置。
2.2激光拼板焊
激光拼焊板既是钢铁工业的延伸产品,又是汽车工业的重要原材料之一,在钢铁和汽车制造业中占有重要地位。激光拼焊是将不同厚度、强度、材质钢板,“剪裁”成合适尺寸和形状的坯板,然后用激光焊接成能进行冲压的板材。采用激光拼焊,可节约材料消耗,减轻构件重量,同时节省工序和装配工作量,减少费用,提高车身尺寸精度,降低零件公差,提高整车结构刚度和安全性。同时,还可使钢材得到充分利用。图5、图6分别为激光拼板焊生产线和激光拼板加工部件。
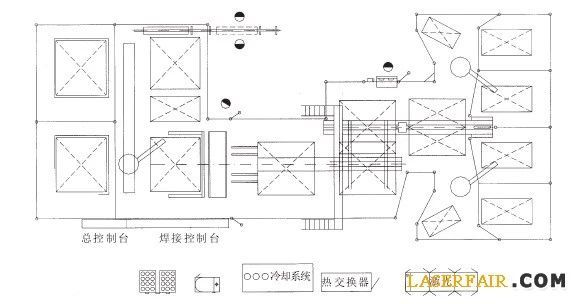
图5 全自动激光拼焊生产线
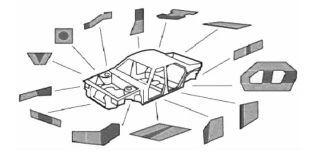
图6 由拼焊板生产的汽车车身零部件
2.3后备箱激光钎焊
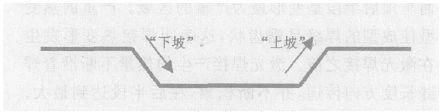
图7 后盖焊接示意图
如图7所示为后盖的焊缝走向,其中两个“下坡”和“上坡”位置为机器人姿态控制的难点,很容易造成机器人行走时的抖动,从而影响送丝的不稳定性,直接导致假焊、焊料堆积、缩孔和其它焊接缺陷。
2.4其他部件激光焊接应用
为了提高车辆的舒适性和平顺性,现代多数汽车(特别是轿车)在悬架系统内部都安装了减震器,并且以液力减震器为主。由于双向筒式减震器质量小、性能稳定、工作可靠而被广泛采用。由于减震器储油缸筒在工作过程中经受高压作用,因而必须有良好的气密性和拉伸断裂抗力。
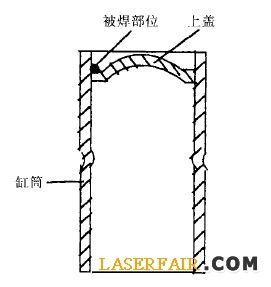
图8 汽车双向筒式减震储油缸筒的激光焊接