对于汽车来说,除了节油,轻量化的全铝合金车体可以压榨出终极动力和操控表现。一般来说,在动力不变的情况下,越轻的车提速越快,也更有运动感,同时弯道的侧倾也会减弱。而在同等强度下,越轻的车越安全。车身越重,惯性越强,出现事故后所承担的撞击力度就会越大,事故的后果就越严重。

当然,铝合金车身也有不少缺点,比如造车成本会很高。一是因为铝本身就比较贵,一些铝合金的价格甚至超过黄金,二是刚才提到的,其生产工艺比较复杂,有更多的技术难点。也因此,全铝车身目前基本都是在豪华高端车辆上应用。那么铝合金车身真的那么重要吗?
铝合金在车身制造中的应用
ECHI
现在汽车制造的一个趋势是使用铝等材料制造车身中大的覆盖件板件,来减少车辆自重,像发动机罩,车顶,车门板,车辆中像奥迪A6,雷诺Laguna ii,标致307和欧宝维特C,他们的发动机罩是铝,雷诺Laguna ii的发动机罩,车顶和车门板都使用铝合金.可是,有许多制造厂把铝合金引入到车身结构件的生产中,甚至完全用铝合金来制造整个车身,车辆中像奥迪A2,A8,捷豹的XJ,其他的厂家像宝马的5系列,铝合金用来制造车身前部的结构件和外部板件。

二、铝合金的在车身制造中的优点
在新的车身中铝合金有许多优点和特性,虽然这些特性不一定是好的方面,性能超过传统的钢铁车身,它有许多优点不仅仅是在减轻车身重量方面,重要的是减小燃油消耗,改善车辆的操纵性。
另外一个铝车身优于其他钢铁车身原因是它的环保性能,前面已经提到可以减小燃油的消耗,可减少在生产过程中的污染的排放,因为99%的铝可以被循环利用,在一定程度上补偿在从铝矿石冶炼铝产生的成本高消耗。铝的比重大约是钢铁的三分之一,在车身制造中的铝的应用可以使车辆减小20-30%重量,可以减少10%的燃油消耗,这意味着每百公里节省0.5升燃油。

铝合金循环利用率高,可以补偿冶炼的高能源消耗,由于可以重复利用,再循环的成本很低.
铝是一种惰性材料,这种说法也许不准确,铝金属暴露在空气中很快在表面形成一层致密的氧化物,这层氧化物是三氧化二铝,使金属铝和空气隔绝开来,保护氧气的进一步的腐蚀。正是这种可以迅速形成铝氧化物以抵抗外部氧化腐蚀的性能,使它成为一种优良防腐性能的材料。
铝金属外层的氧化铝有以下特点:
当铝金属暴露在空气中时,会直接与空气中的氧发生发应形成一层薄的致密的氧化铝薄膜,阻隔了进一步的氧化,使铝有好的被动防护性.这层氧化物的熔点高达2050℃,在焊接操作时需要去除这层氧化物,如果不去除这层氧化物,焊缝会存在气孔和杂质等缺陷。
铝有良好的刚性,一定厚度的板材应用在车身上,可以制造整车和部分板件,
铝材的一致性要比钢材好,它能够很好的加工成形,通过冲压或挤压,消耗比较低的能量花费。
铝材具有高的能量吸收性能,使它能够成为一种制造车身变形区的理想材料,以增加车身的被动安全性。对紫外线的不透光性,对水和气体的不渗透性,没有气味和无毒,使它成为一种无污染的材料,同时还是一种可循环的环保材料。
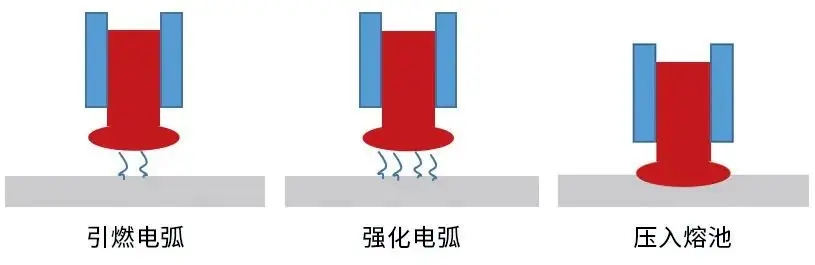
三、铝车身焊接
由于铝合金所具有的独特的物理化学性能,在焊接过程中会产生一系列的困难和特点。在对铝材进行焊接操作时,必须要考虑它的特殊的性能。
A、铝具有强氧化能力,铝与氧的亲和力很大,在空气中极易与氧结合生成致密结实的三氧化二铝薄膜,厚度约0.1um,三氧化二铝的熔点高达2050℃,远远超过铝合金的熔点,而且密度大,约为铝的1.4倍。
在焊接过程中,氧化铝薄膜会阻碍金属之间的良好结合,并易造成夹渣。而且氧化膜还会吸附水分,焊接时会造成焊缝有气孔。因此为了保证焊接质量,铝外成的氧化铝层在焊接操作时必须要去除,并且防止在焊接过程中再次氧化。
B、铝具有较高的导热系数和比热容,铝的这两个参数都很大,约比钢大一倍多,在焊接过程中大量的热能被迅速传导到基体金属内部,因此焊接铝合金比焊接钢要消耗更多的热量。为获得高质量的焊接接头,必须采用能量集中、功率更大的热源。
C、铝的热裂纹倾向性大。铝合金的热膨胀系数约为钢的两倍,凝固时体积收缩率达6.5%,因此在焊接某些铝合金时,往往由于过大的内应力而在脆性温度区间产生热裂纹,这是铝合金尤其是高强度铝合金焊接时最常见的缺陷之一。要避免外部缺陷或变形,焊接时要注意加热和冷却的速度过高,在焊接较厚或大的件时,要对板件进行预热和控制冷却,焊接后在板件上覆盖一层防火毯使冷却速度降低。
在有些时候,铝合金的焊缝的应力很大,会变脆,为防止这种情况,需要用锤对焊缝进行锤击,以消除内应力增加焊缝的强度。
D、容易产生气孔。焊接接头中的气孔是铝合金焊接时易产生的另一个常见缺陷,氢是熔焊时产生气孔的主要原因。铝合金的液体熔池很容易吸收气体,高温下溶入大量的气体,在焊后冷却凝固的过程中来不及析出,而聚集在焊缝中形成气孔。焊接材料及母材表面氧化膜吸附的水分都是焊缝气体中氢的主要来源,因此焊接前必须严格清理,并且合理选择焊接工艺防止气孔的产生。
E、无色泽变化。铝在加热时颜色不会发生变化,加热时要使用温度指示,以防止铝材受到过高的温度,产生变形.为防止变形,必须要避免过热,在焊接长焊缝时,应采用分段焊接防止过热.在车身中铝合金的焊接中,不采用电阻点焊操作,铝的电阻大约是铁的1/5,在使用电阻点焊时为了能够达到合适的电阻热,焊接电流要达到30000安培,一般情况下这么高的电流很难达到.,它需要很高的能量输出。在生产和修理中用铆接来替代,一般情况下在修理中用铝惰性气体保护焊设备来焊接。
来源:焉知汽车轻量化