变速器又称变速箱,是改变发动机的转速和转矩的结构,它能分档或者固定改变输入轴和输出轴转动比,由变速转动结构和操作结构组成,广泛应用在汽车、机床等机器运转速度和牵引力装置中。变速器是汽车传动系统中最主要的部件之一,变速器齿轮直接关系到汽车行驶、转向、加速等不同条件下的行驶要求,因此齿轮质量影响到齿轮运行情况。当前的变速器齿轮加工工艺中还存在不少问题。本文主要分析齿轮加工中存在的问题,并从滚剃法工艺流程、剃齿工艺和渗碳淬火变形情况进行分析,确定了齿轮加工工艺中控制精度的方法。
变速器齿轮经常处于高负荷、高转速的运行环境中,除了正常的磨损以后,齿轮还会受到驾驶员操作不当、润滑油质量问题、维修齿轮装配不当等情况,造成齿轮冲击、齿轮啃合不好等情况,从而进一步加速齿轮的磨损。变速器是汽车转动系统的主要部件,如果变速器的齿轮出现问题,可能会影响汽车的行驶安全。所以,在设计和生产的时候,对齿轮精度要求很高,不仅要求材料具有一定的韧性和耐磨性,而且材料工艺性也要好。
一、当前汽车变速器加工中存在的问题
汽车变速器通过改变汽车传动比,改变发动机曲轴的转拒,应用在汽车起步、行驶、加速以及克服道路阻碍等各种不同行驶环境下,驱动汽车车轮牵引力以及满足汽车行驶中不同速度的要求。由于变速器经常处于不断变化中,变速器的齿轮经常受到冲击载荷,以及齿轮之间啃合作用,所以变速变速器的齿轮经常遭受损伤,齿轮啃合严重的话,可能影响到汽车的行驶安全,因此必须确保变速器齿轮的质量。目前汽车变速器的齿轮使用滚剃法加工方法。这种加工方式复杂,齿轮的精度很容易受到加工环节的影响,所以这也变成汽车变速器齿轮加工工艺的难点。剃齿是滚剃法加工工艺中的最后一道工序,对齿轮的精度有着重要作用。
二、变速器齿轮加工工艺分析
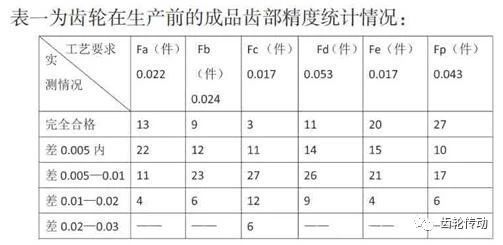
以某汽车变速器倒挡中间齿轮为例,根据汽车的设计要求和行驶要求,汽车变速器的齿轮精度要求在八级,齿轮在生产前的成品齿部精度如下表:此次试验一共用了60个齿轮。
三、试验结果分析
从表一可以看出滚齿齿部精度之在Fb、Fd、Fp最差,从中可以得出齿部精度与齿坯、机床精度以及夹具精度有关。经过检测,发现齿坯、机床精度以及夹具精度都符合变速器齿部生产要求。但是滚齿加工使用的是非涨紧式夹具,当加工工件上非涨紧式夹具时,安装偏离了齿轮的几何中心,所以导致精度出现了较大的偏差。
表二,剃齿使用交叉轴螺旋齿轮啃合原理,剃刀齿面带有切削的小槽,通过径向移动施工一定的压力,利用啃合齿面间的相对滑移产生的切削作用,切割金属对齿轮进行加工。目前汽车变速器生产过程中,大多数生产商使用轴向剃齿。轴向剃齿在剃削过程中,必须确保工件和剃刀之间的旋转速度保持匀速,这样就能生产出剃刀齿廓类对应齿廓形状的工件。因此,如果想要改变齿廓的形状,就能改变工件的齿廓形状,实现剃齿对齿廓形状的修改。
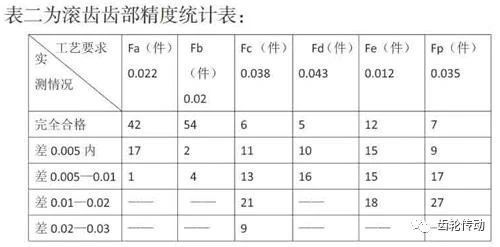
利用剃齿交叉轴螺旋齿轮啃合的原理,通过工件螺旋角和剃刀螺旋角,就能对剃齿的齿向进行修正。剃齿是变速器加工过程中的最后一道工序,为了保证齿部精度,必须根据成品的齿形和齿向,利用剃齿原理进行修整,确保加工齿部的精度。
表三工件经过热处理以后,变速器的齿轮经过渗碳淬火以后,会发生变形,一种是由应力引起的变形,应力引起的变形则比较复杂,剃齿径向加压加工形成的齿面切削应力,淬火过程中各个部件受热不均匀产生的热应力现象,这种变形是多种应力作用的结果;另外一种由体积变化引起的变形,体积变化引起的变形是齿轮材料内部组织状态发生的改变引起其他组织容积的变化,纯体积的变化是有一定的规律。而热处理后发生的变形是在体积变化和多种应力作用引起的变形。
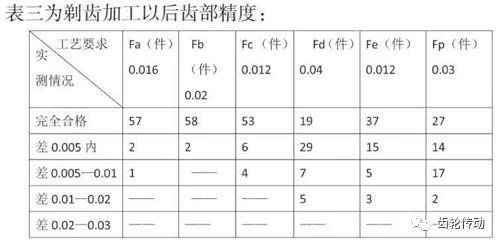
结论:从上述情况来看,使用滚剃加工方法,将齿轮加工过程中变形问题控制到最小是十分困难的,这是由于齿轮受到体积变形和热应力作用下会发生变形。因此,齿轮加工过程中,必须采取多种手段,提高齿轮变形的一致形,在具有一定变形规律的情况下,利用剃齿加工工艺将齿形齿向进行修正,从而使得热处理的齿形和齿状符合设计要求。
四、结语
来源:齿轮传动