摘要:对汽车车桥底面合一的喷涂工艺进行介绍和分析,指出喷涂过程中需要注意的问题。
关键词:车桥涂装 底面合一 涂装前处理 酸碱滴定 油漆粘度
近年来,为了提高自身的综合竞争力,国内各大汽车厂都从各方面提升产品性能和外观质量。车桥是汽车底盘的主要部件,随着客户对车桥外观涂装质量要求日益提高,车桥涂装工艺也向着减少涂装公害、降低涂装成本、提高涂装质量、高档优化方向发展。此外,如果车桥防腐蚀处理不好,由于腐蚀导致性能下降或结构损坏,后果将不堪设想。本文主要从车桥涂装的功能、车桥涂装材料的选择、车桥涂装的前处理、喷涂工艺分析及涂装过程中应注意的问题等五个方面阐述车桥涂装工艺。
一、车桥涂装的功能
车桥涂装的主要功能是防护和装饰。防护是指防止车桥表层锈蚀、划伤影响产品性能。由于车桥装配在汽车的底盘部位,容易接触到地面的泥沙、水及其他腐蚀性物质,例如通过海运的桥总成就会受到海水的腐蚀,所以需要对车桥进行涂装喷漆,用油漆来隔绝外界侵蚀物对车桥的伤害,避免侵蚀物直接对桥总成碰撞、腐蚀,延长车桥的使用寿命。装饰是为了使车桥表面美观光亮,提升客户的购买欲望和满意度。
二、车桥涂装材料选择
车桥涂装材料的选择主要要考虑喷涂材料的环保性、喷涂质量和喷涂周期。通过多方对比,水性防腐底面合一油漆是最优选择。
水性漆所使用的稀释剂是水,无毒无味,不燃不爆,对人体无害,不污染环境,漆膜丰满,晶莹透亮,柔韧性好,且具有耐水、耐磨、耐老化、耐黄变、干燥快、使用方便等优点;而油性漆所用稀释剂是有机溶剂,不能用水稀释,含有苯、二甲苯、甲醛等重金属,有毒有害,易燃易爆。
传统的涂装喷涂都是先喷底漆再喷面漆。底漆和面漆是两种不同的喷涂材料,而底面合一漆是将底漆和面漆合二为一,一种漆既可作为底漆用,又可作为面漆用,因此这种漆不仅要具有底漆的性能(如防水、防锈等),还要具有面漆的性能(如高光泽、耐候性及丰满度等)。从喷涂工艺上看,底漆、面漆采用同一种漆,可采取“湿对湿”直接喷涂,中间不需增加其他工艺流程就可达到所需的漆膜厚度,且兼具了底漆的防护性能和面漆的装饰性能。
三、车桥涂装的前处理
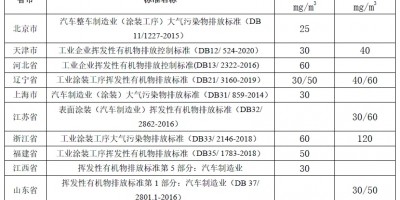
涂装前处理就是清除车桥表面的油脂、油污、腐蚀产物、残留杂质物等,并赋予车桥表面一定的化学、物理特性,达到增加涂漆层附着力的作用。因此,涂装前处理对喷漆的漆膜附着力及耐盐雾性起着至关重要的作用。车桥前处理包括预脱脂、脱脂、水洗1、水洗2、无磷转化、水洗3、水洗4共7道工序。预脱脂槽和脱脂槽工作温度为50~60℃,配槽相同,都是在清水加满后按3%比例添加无磷脱脂剂,然后用酸碱滴定仪器检测游离碱,要求游离碱为10~20 点;无磷转化槽工作温度为常温,在清水加满后按2%~3%比例添加无磷转化剂,然后用酸碱滴定仪器检测总酸度,要求总酸度为0.4~2.0 点;4 道水洗工序作用都是冲洗,因此工作温度是常温,槽液都是清水,为了防止车桥清洗后生锈,在水洗4 工序时需添加一定量的钝化剂,添加后用pH 试纸检测,pH 值8~10即可。
四、喷涂工艺分析
经过涂装前处理后,桥总成需经过吹水、水分烘干、冷却、喷漆1、流平、喷漆2、流平、漆膜烘干、冷却、补漆等工艺流程,桥总成工艺流程布置见图1。喷漆工序要求最 高,喷涂时喷枪压力300~500kPa,将漆和水按5∶1 的 比例混合、搅拌,用油漆粘度仪检测,油漆粘度需符合温 度—粘度曲线的要求,温度—粘度曲线见图2。其中,温 度是指喷漆房的环境温度,粘度是指喷漆的粘度。因为 油漆粘度采用人工调配,故允许存在±5%的误差,例如, 喷漆房环境温度为15℃,则粘度执行标准为49~55s。为 了达到良好的喷漆效果,操作者喷漆时要按从上向下、从左向右的顺序喷漆,喷枪至桥的距离为250~300mm,喷漆时采用扇面搭接喷涂,扇面的重叠宽度是扇面的1/2,运枪速度约300~450mm/s。两遍喷漆后车桥的最终漆膜厚度要≥40μm,可使用漆膜厚度仪检测;附着力≤2 级,使用划格器检测;耐腐蚀≥240h,在专业的盐雾试验箱中检测。

图 1 桥总成工艺流程布置图

图2 温度—粘度曲线图
五、喷涂过程中应注意的问题
车桥总成形状不规则,喷涂时难免存在漏喷,可以采取下线补漆的方式进行弥补,但是有些喷漆死点即使下线补漆也无法补到,因此需要梳理出漏喷类型,针对喷漆死点进行提前预刷漆。例如带钢板弹簧导向座的桥总成,在装配前对钢板弹簧导向座侧面及导向座与固定环之间的中段一圈进行预刷漆,此举可有效改进导向座附近的耐腐蚀性。针对涂装下线可以补到的易漏喷点,结合工艺纪律检查及主机厂反馈易漏喷的部位进行了总结、分类、汇编,编制《涂装线重点吹水、防漏喷及补漆手册》,补漆操作工对照手册进行重点补漆。
来源:《安徽科技》
作者:韩娜,毕清娣