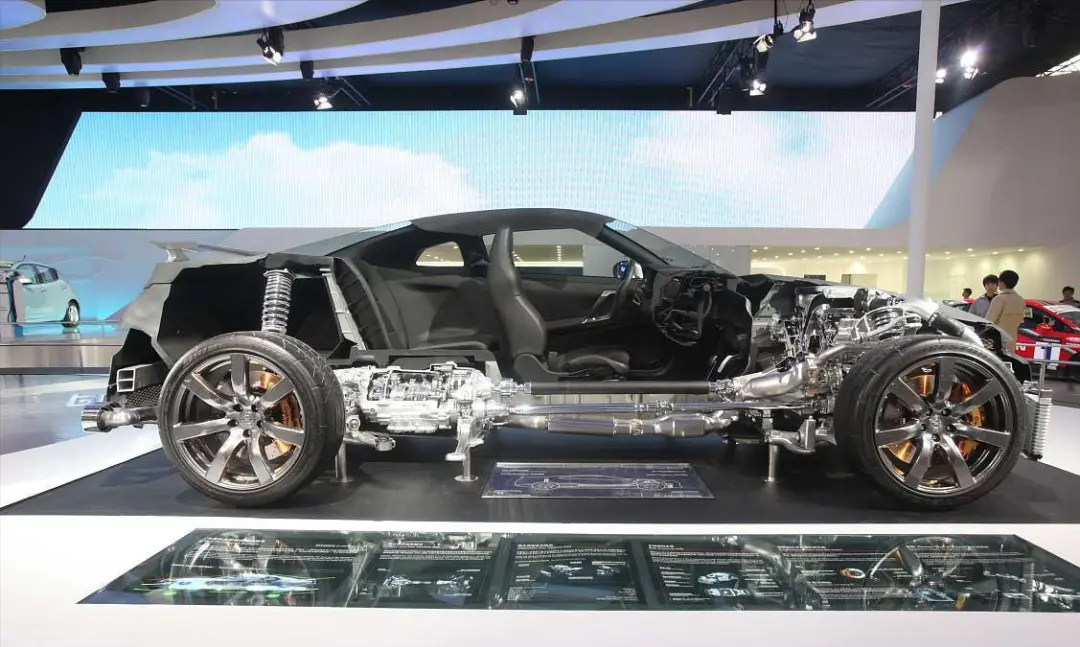
涡轮增压器生产属于汽车制造中最具有挑战性的任务之一:高硬度材料、精确的几何尺寸要求、巨大的生产批量以及价格压力等,为设备制造商和供应商带来了艰巨的挑战。汽车行业持续不断的轻量化,以及对排量较小的高性能零件的需求增加,使得涡轮增压器和轴类件逐渐成为了生产规划者关注的焦点。在此前提下,所需的自动化生产解决方案不仅要能提高工件加工数量并降低“单件成本”,同时还要确保高精度的生产过程。针对上述挑战,埃马克最新研发出一套整体化解决方案:在“出自一手”的整体连接式生产系统中,可以完成涡轮轴的加工,其中包括预车、淬火和磨削,直到ECM 动平衡。在不到50 秒的时间内,工件便可以完成加工,质量也超出预期要求。
涡轮增压器轴生产解决方案一览:每50秒,便有一个工件达到“最终质量”并离开生产线。
在汽车制造领域内,节能减排已成为发展的必然趋势。例如,德国机械设备制造业联合会 (VDMA) 在其研究报告《转型中的驱动》 (Antrieb imWandel) 中预测,到2030 年,乘用车内的汽缸数量将由如今的平均4.3个下降到4 个。未来的发动机还会变得更小。同时,发动机的排量也会变小,但这可以通过提高涡轮增压器增压来进行补偿:吸入的空气将被进一步压缩,并以最大压力压入燃烧室内。在实际情况下,由此便可达到极高的功率参数:在现代化的发动机中,压缩机转子最高转速甚至可以达到每分钟290,000 转,并且部件也会产生极高的温度。在此前提条件下,涡轮增压器轴的生产便成为汽车制造行业中最具挑战性的任务之一。这些采用比如Inconel 等高性能材料制成,可以承受高达1,000 摄氏度的温度,但这类材料由于硬度极高而很难进行加工。尽管如此,涡轮增压器仍然必须批量生产,具有高精度和工艺可靠性——埃马克的标准要求,埃马克的技术应用工程师Markus Neubauer 强调:“我们全面的专业知识使我们受益匪浅,毕竟这些涵盖了从预加工到精加工(包括动平衡)的整个工艺链。因此,包括规划、项目管理、实施和服务的整条生产线都完全出自一手。这一优势在建立新的涡轮增压器生产设施中起着决定性要素。对于客户而言,整个规划和售后流程也大大简化。”
在一条生产线中完成车削、淬火、磨削和动平衡
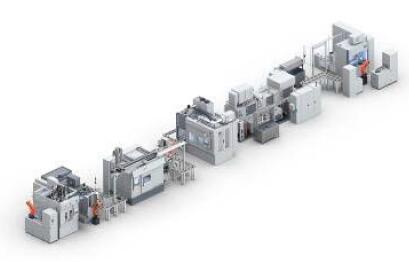
从预车和感应淬火、磨削直到电化学动平衡的高要求生产工艺,已充分展示出这种工艺方法的优势所在。生产线共分为五道主要工序:
在生产线起始处,堆垛机械手将毛坯件放置在立式车床VTC 100-4的输送带上,之后由机床的工件机械手将工件运送到加工区内。一次装夹便可以完成涡轮轴的预车,通过四轴加工确保缩短主加工时间。机床为倒立式设计结构,从而使切屑能自然掉落,可避免切屑堆积。

一次装夹,VTC 100-4的四轴加工方式可保证在预车涡轮轴时缩短主加工时间。
另一个机械手从VTC 100-4 的输送带上抓取已预车完毕的工件,并将其送入EMAG eldec 的MIND-M 1000 机床中进行热处理,工件会被很快加热到一个精确的温度。专家们称这一步骤为“消除应力”:即有针对性地消除工件中存在的任何应力。如果需要对工件的轴承座进行淬火处理,也可以在这台机床中进行。
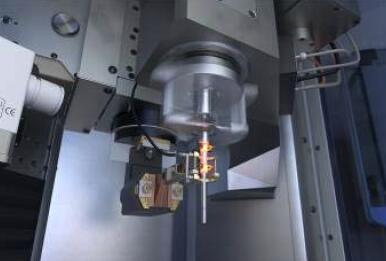
在 EMAG eldec 的MIND-L 1000 进行热处理:工件会被很快加热到一个精确的温度。
在第三和第四道工序中,会进行多项不同的磨削加工:首先会在一台埃马克HG 204 机床中进行轴的卧式磨削加工。之后,会在立式磨床VLC 200 GT 中精加工涡轮叶轮的环形槽和叶轮外部轮廓。在VLC 200 GT 的加工区内,也可以使用一个选装的电动刷对叶轮轮廓进行去毛刺处理。

在第三和第四道工序中,会进行多项不同的磨削加工:首先会在一台埃马克HG 204机床中进行轴的卧式磨削加工。

在立式磨床 VLC 200 GT 中会精加工涡轮叶轮的环形槽和叶轮外部轮廓。
工件在经过清洗设备和测量系统之后,便来到最后一道工序:在EMAG ECM 的CS 机床中通过电解加工方式进行动平衡 处理。这一无切屑工艺只需要一个重复步骤便可完成。这种非接触式的材料切削方式刀具磨损极小——与切削工艺相比,这是一项巨大的优势。
完美工艺确保最终质量
汽车涡轮增压器轴(涡轮转子)的整个加工过程在50 秒内即可完成。如果采用三班制运行,则每年的涡轮转子生产量可达到420,000 至450,000个。通常完成最后的动平衡处理后,工件便可立即安装。“在这类以及其他类似项目中,我们能够始终确保提供量身定制的系统架构。出于这个原因,埃马克将向客户提供其所有的产品专业知识,其中包括各类不同的刀具应用、多功能车床的设计、整体控制系统和互联以及与跨系统连接等。”Markus Neubauer 总结说,“这些出自一手的专业知识在生产高要求工件的过程中也是一项确保成功的要素,由此可以帮助我们在市场中站稳脚跟。”

来源:埃马克