加工车间力求以最高效的方式交付满足客户质量要求的零件。传统上,制造企业以投资回报率来衡量效率。衡量成功的标准是持续不断地加工成千上万的零件,并且保持一台或多台机床的稳定产量。如果满足这些条件,那么制造零件的机床被认为是高效的。
如今,制造商越来越多地执行多品种/小批量的生产方案来满足各种不同的客户需求。批次大小可能从数百件到数件不等。然而,即使车间的所有机床日夜不停地运转,客户仍可能需要排起长龙,翘首以待他们订购的零件。大批量生产策略与小批量生产方案的灵活性和复杂计划要求相矛盾。
在当前的制造环境中,生产效率意味着在以下两方面之间实现灵活的平衡:最大限度提高产量与按时履行各种不同的个体客户订单。理想结果为:按时交货,客户满意。
质量控制
在平衡产量和需求的同时,制造商必须确保产品质量。处理质量不合格的零件将会打乱生产计划,耗费时间和金钱,并且造成交货延期。无序的生产计划会导致生产停工,机床闲置,同时为了处理停工所造成的不可预见的问题,车间的劳动力成本也会成倍增加。
制造业的工件质量一般是指满足零件尺寸和表面粗糙度要求。质量的另一种衡量标准,即按时交货,可以称为“流程质量”。制造商必须严格控制生产流程,确保计划的生产时间足以完成工作,并在承诺的期限内将产品交付给客户。

效率的核心
如果用基本生物学术语来描述制造效率,那么任何生产作业的核心(心脏)都是加工流程。
在制造业,如果说“心脏”是加工技术,那么“身体”就是包括工程、业务计划和管理在内的整个制造组织。组织的“大脑”是负责协调系统所有要素的人员。然而,大脑不能简单地让心脏加速跳动,就像一个人不能仅仅通过认为心跳会加快来控制自己的心跳一样。同样,从理性的角度来看,加工流程并非总是可控的。
在当今的数字技术和工业物联网 (IIoT) 领域,人们(特别是年轻人)希望掌握有关控制加工流程的答案和明确规则。然而事实是,在许多情况下,并没有合理的规则,人们必须接受、应对和解决加工中出现的意外问题。
意外问题和技术不熟练的工人
在理想状况下,车间工人拥有丰富的知识、技能和经验来处理加工流程中出现的意外问题。然而,许多车间管理人员表示很难去培养一支技术精湛的员工队伍。尽管培训可以弥补技术工人的知识短缺,但员工缺乏学习新技能的积极心态,因此这类培训常常徒劳无功。车间管理人员反映,员工往往认为自己掌握的技能足以应对工作,不需要额外的培训。
总制造时间
分析车间的效率并消除浪费通常可以获得额外的加工时间,从而更灵活、更快地响应客户的需求。制造一个零件所需的总时间是许多环节的总和,包括实际加工时间、刀具装卸、工件操控、质量检查、计划外问题、等待过程、管理任务等等。
有些环节是必不可少的,例如换刀和工件操控。除了必要的流程外,车间还需要花时间处理不可预见的情况,例如生产计划变更、质量问题和等待缺少的刀具或工件材料。
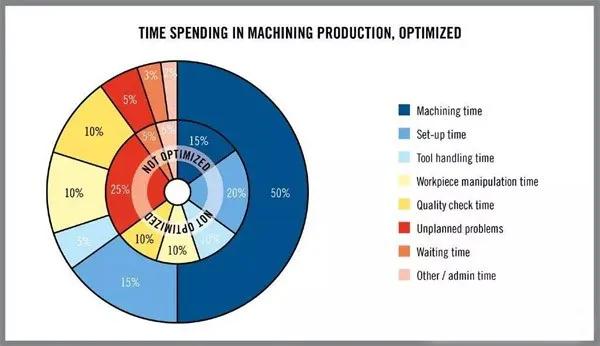
在一份案例中,一个车间审查了加工某个零件所涉及的许多不同环节,以确定每个环节消耗的时间量(图 3)。实际加工时间占总生产时间的 15%,机床装夹和等待过程消耗了四分之一的时间,而计划外问题,例如缺少或延迟获取刀具或为清除过长的切屑而停工,则占 25% 的时间。通过减少计划外问题、机床装夹时间、刀具装卸、等待和管理所需的时间,实际加工时间增加到总时间的 50%(图 4)。增加的时间为车间提供了更大的灵活性,可使加工操作与客户的具体作业要求相匹配。

省时措施的不可预见影响
在进行与上述类似的省时调查后,另一个车间把主轴有效切削零件的时间延长了三倍。不过,该车间发现,零件产量并没有得到三倍的回报。
通过进一步的研究,车间发现了导致该现象的一些问题。一个主要问题是,原来的加工时间包括机外去毛刺。省时措施指出,在机床本身上可以更高效地去毛刺。但是,当把机外去毛刺作业移到机床上执行时,主轴的整体运行时间因执行去毛刺作业而增加了。这种情况表明,在一个方面节省时间可能会导致在另一个方面增加时间消耗,或导致效率显著下降。
因此必须考虑与整个制造流程相关的操作变化。这是一个难以达成的平衡,除了尽可能有效地利用可用的时间外,没有任何通用的规则。
改变计划
要实现出色的效率和灵活性,需要不断地适应日益变化的生产需求。改变通常源于外部因素,例如客户修改产品设计或更改所需的零件数量。制造车间必须根据需要改变自身的计划,但这可能会扰乱车间的整体计划,导致生产混乱无序,进而引发更严重的生产中断。
当生产计划混乱无序时,一些车间会随意地安排工件加工,他们在任何可用的机床上开展生产,并造成诸多问题。这种情况会变成恶性循环。一旦出现计划问题,它们便会像病毒一样蔓延。轻微的干扰很快就会演变成严重的混乱。就像人体病毒一样,这种破坏是难以解决的。
备用产能选项
有效提高车间效率和灵活性的一种方法是增加备用加工产能。备用产能的概念对于大多数车间来说是陌生的,车间的财务部门可能会支持投资新的加工产能,但要求新的设备不能闲置。他们把机床视为一两百万欧元(或美元)的投资,无法容忍斥巨资采购的设备只是作为备用产能,并且这些设备可能会闲置不用,只是偶尔投入生产。但实际上,备用产能确实起到了一些重要的作用:确保让客户满意。这是一种有用的备份,可以提高车间的灵活性,并且便于车间处理一些不可预见的问题。
某些情况下,车间会使用自身的设备,而不是购买备用机床,直到车间因不堪重负而求助于分包商。但是,如果该分包商同样面临工作量过大、人员不足的问题,那么责任就会转移到另一方。由于购买的设备最多就是偶尔使用一下,因此很难说服车间建立备用产能。
长交货期 VS 按时交货
按时交货的压力可能会增加实际生产时间。如果在正常条件下完成一份制造订单需要一周的时间,但客户希望得到按时交货的绝对保证,那么车间可能规定提前两周交货,以提供时间缓冲。另一种情况是,如果客户要求车间在某个日期之前提供一个成品工件,车间可能会启动两个工件的生产,以备在第一个工件出现意外情况时使用第二个工件。这些临时做法无谓地消耗了生产时间且增加了费用,并且导致实际交货时间越出了正常交货时间。
多功能方案
另一种可以提高车间效率和灵活性的方法是,采用多功能机床和托盘共用系统实现生产的自动化,不过这种方法成本较高。车间可以快速地将自动化单元从一个作业转换到另一个作业,并使用托盘来构建和存储未来的装夹工具。可以围绕一台多功能机床构建此类系统,该系统由多个工件托盘包围,并附有一个包含多种刀具的刀具库,并且所有工作都由一个机械手完成。在这种配置中,白班工人可以装夹用于加工各种零件的机床和托盘,而夜班工人可以生产这些零件。然而,这种解决方案有些昂贵,并非每家公司都能负担得起。
多功能方案的障碍
多功能方案在组织方面的障碍是工厂通常仅会根据功能来安排机床,例如建立单独的铣削部门、车削部门等。在许多情况下,最好将机床安排到多个制造单元内,使得每组机床都具有某些加工能力,适合加工一组或一系列特定的工件。简单地按功能对机床分组也有助于车间工人(例如车床操作工或铣床操作工)以有限的方式描述自己的加工。培训操作工时,应着眼于多重任务的培训,让其能够操作不同类型的机床,从而使车间可以灵活地平衡自身的内在产能问题。
总结
要提升当今制造业的效率,除了寻找最佳的零件加工方法外,还应高度重视客户满意度。制造商必须始终致力于在按时交货与盈利需求之间取得良好的平衡。除了优化加工操作外,制造商还应注意零件和工艺质量等问题,从整个制造企业的角度进行生产规划,并持续分析消耗加工时间的因素,从而大幅度增加零件的加工时间,提高灵活性和效率。
来源:工具技术