汽车轻量化是要在保证汽车安全性和性能的基础上,尽可能地降低整车质量,以达到减少汽车燃油消耗、提高汽车整车动力性。特斯拉、蔚来等车企都大量采用铝合金降低车身重量。一体化压铸是将车身较多的铝合金零部件有效地整合为一个大结构件,有效节省生产成本,同时也可实现汽车的轻量化目标。
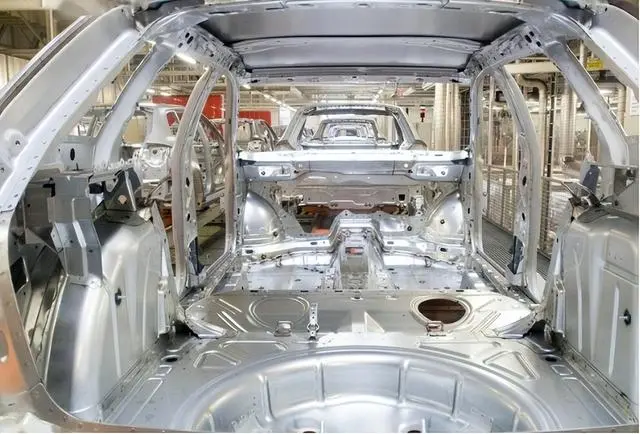
铝合金一体化压铸成形结构件因其质量轻、成本低和性能好,在新能源汽车制造中所占比例越来越高。特斯拉公司在 Model Y 车型制造中,一体压铸成形了车身后底板,焊点由大约700~800个减少到50个,减少了焊接工序,大幅提升了车身结构稳定性。在一体化压铸工艺研究发展下,对一体化压铸质量保证技术研究也不断发展。材料、工艺和设计等方面的技术研究推进一体化压铸加快发展。本文从一体化压铸需求的新型铝合金材料、工艺参数控制、结构设计等,提出了三个方面研究进展,可以为一体化压铸技术研究提供参考。
01 新能源汽车一体化压铸成型技术的产业化现状及发展趋势
随着汽车轻量化发展,车身一体化成型将引领车身制造全新革命。特斯拉作为一体化压铸行业技术引领者,其压铸生产主要是 Model Y 后车身一体化压铸件。相较于传统汽车零部件压铸,主要区别是使用大吨位压铸机,将原来几十个零部件整合为同一个铝合金材料的大型件压铸。未来随着压铸工艺的发展,其他车身结构件也将逐渐采用一体化压铸生产。
随着汽车减重的需求不断增加,铝、镁合金等轻质材料在新能源汽车全车占比不断增加。特斯拉不断研发免热处理铝合金压铸新材料,致力于开发具有更高强度和更好延展性的铝合金材料,已经用于实际生产,在满足强度要求条件下,生产过程中无需额外加工,进一步降低成本。伴随着汽车零部件一体化成型时代到来,一体化压铸主要向着以下方向发展。
1.1 高压压铸工艺优化
目前一体化压铸技术主要来源于高压压铸技术,在高压压铸的基础上采用真空辅助,以解决高压压铸中由于高速高压引起的卷气和大孔隙等问题。随着一体化压铸的不断实践,对于压铸工艺的完善优化也在不断地进行,压铸过程中工艺、热力学参数和动力学参数等的设置可以直接影响压铸成型结果,合理地设置这些参数能够实现优化压铸结果,有效控制压铸件成型质量。
1.2 高性能铝合金材料探索
目前免热处理铝合金材料研发在国内外掀起热潮,其压铸后不需热处理即可满足车身性能。鉴于对铝合金材料性能方面的要求,各厂商也正研发具有更高性能的铝合金材料。
1.3 压铸件结构设计及优化
压铸件结构设计主要针对新能源汽车关键零部件,如一体化汽车减震塔零件优化设计。压铸件的结构设计和压铸方案的设计能够影响压铸件的成型质量,而一体化压铸对于压铸件的质量要求较高。特斯拉开发的汽车后车身一体化底板压铸结构件包含了整车左右侧的后轮罩内板、后纵梁、底板连接板、梁内加强板等零件,通过压铸件结构优化设计及压铸方案的设计实现对压铸件质量的控制势在必行。

02 新能源汽车一体化压铸成型技术
研究进展
2.1 免热处理铝合金材料研究现状
与其他金属相比,铝合金作为轻质合金满足了汽车轻量化的需求,密度较低,强度较高。作为压铸材料,铝合金线收缩小,填充性能好,在恶劣环境下工作,其力学性能依然能够满足多方面需求。铝合金具有良好导热性、导电性和切削性,因此对新型高性能铝合金材料的研究一直是一体化压铸研究中的重点。
传统的铝合金压铸生产中,无法保证铝合金压铸件的机械性能,为保障压铸后汽车零部件的机械性能,一般会对零部件进行热处理以满足性能需求。然而,经过热处理工艺的汽车零部件,容易发生尺寸变形及表面缺陷。一体化压铸件一般由十几个到数十个零部件集成为一两个大型零部件,其投影面积较大,成形后热处理同样也会存在尺寸变形及表面缺陷问题。虽然通过矫正工艺可以改善一定尺寸精度,但容易导致废品率增加,成本急剧上升。因此,免热处理铝合金材料成为一体化压铸的重要技术壁垒。
一体化压铸的零部件主要使用铝合金材料,因此对铝合金材料成型性能、机械性能等要求较高,具有更高性能的铝合金材料的探索不断持续发展。国际上,特斯拉、美国美铝、德国莱茵菲尔德等均有免热处理铝合金开发计划,国内立中集团、帅翼驰集团、华人运通与上海交大等均积极研发高性能免热处理铝合金材料。
为开发具有较高性能的新型铝合金材料,LeiJiang根据高强度高韧性铝合金的特性,整理了171套数据。然后建立了一个以性能导向为设计策略的机器学习设计系统,快速发现具有高延展性和高韧性指数的新型铝合金,并使用该系统快速设计了3组满足性能要求的合金成分,极限抗拉强度为700~750MPa,伸长率为 8%~10%,断裂韧性为33~35MPa·m。试验测得结果符合设计要求,该研究结果可为快速发现具有多靶向性能的复杂合金提供参考。
C. Munöz-Ibañez建立了铝合金压铸工艺的半非参数模型,使用分层人工神经网络(HANN),Sn、Zn、Mn、Cu、Si、Ni 和 Mg等七种金属含量与合金特性之间的关系决定了分层人工神经网络的结构。使用两种数据集分别对该模型进行训练和实验验证。开发了两种新合金来测试 HANN 预测能力,可得到建模误差百分比为3.65%。
用于一体化压铸的铝合金材料需要具有较高的强度和延展性,Xixi Dong研制了一种高强度和高延展性压铸铝合金,其屈服强度≥320MPa,伸长率≥10%。采用高压压铸法加工的 Al Si Cu Mg Mn合金,经 510 ℃固溶处理30min,在170℃下老化12h 后,能达到屈服强度321MPa、极限抗拉强度425MPa 和延伸率11.3%等指标。该铝合金材料具备在实际生产中应用的条件,可有效降低生产成本。
Ruizhang Hu制备免热处理的压铸铝合金样品,热处理前样品的平均显微硬度为 114HV0.1,热处理后为121H0.1。样品力学特性优良,具有免热处理等性能。热处理前的抗拉强度达到310MPa,其强度大于具有类似成分的普通铸造铝合金强度,不经过热处理过程即可具备满足要求的机械性能,减少了尺寸变形,改善压铸精度。
2.2 一体化压铸工艺优化
一体化压铸技术来源于高压压铸,高压铸造因效率高、零件壁厚小等特点,在汽车车身中的运用较多。然而,高压压铸过程中充型速度较高,经常会引起压室及型腔内存在的气体未能完全排出到外部环境中,金属液中会掺杂进气体,造成内部气孔或铸件缺陷,使得铸件质量下降,其力学性能也一定程度降低。为减少铸件中气孔等缺陷形成,真空度、柱塞速度、合金浇注温度、模具温度等真空辅助高压压铸的工艺参数实时调节是一体化压铸中关键技术。
Hanxue Cao研究了在 500 mbar、200 mbar和 100 mbar 的绝对压力下通过真空辅助高压压铸(HPDC)工艺制造的 AlSi9Cu3合金铸件,确定了模腔内绝对压力对压铸件孔隙率、微观组织和力学性能的影响。结果表明,随着绝对压力的降低,平均孔隙率和孔径降低,拉伸强度和伸长率显著提高。压铸件机械性能可通过提高真空度来进一步提高。Hanxue Cao还研究了压铸金属孔隙形成的动力学分析及绝对压力对孔隙率的影响,传统HPDC 压铸中速喷射下气体的截留引起了气体孔隙率的产生,孔隙率会降低铸件质量。真空压铸会在一定程度上阻碍分离流的产生,使得在铸造过程中难以产生涡流。由于流场的作用,只能在很小的范围内流动并且不能扩散出去的气体将会减少。凝固前金属液中掺杂的空气量降低,铸件的孔隙率也会同样降低。Chen Hu研究了在不同真空度下 HPDC 工艺生产的 AlSi12Fe 合金压铸件。结果表明,随着真空度增加,AlSi12Fe 铸件中的残余气体含量降低,在真空度增加的情况下,铸件孔隙率有了明显的降低,而屈服强度也有了明显的增大。表明在高真空度下增加真空度对极限抗拉强度没有显著影响。
M.Łᶏgiewka研究真空辅助对高压压铸铸件质量的影响,压铸机模腔内负(相对)压值的变化对压力铸件表面质量的影响。选择的参数为注入第二阶段的柱塞速度、合金的浇注温度、模具温度等。通过比较随机选择的铸件进行表面粗糙度测量,评估铸件的质量。结果表明,正确选择压力压铸机的工作参数、金属和模具的适当温度,以及模具中附加的负压可以实现高质量的铸件。
B Budiarto探索真空系统对 ADC-12 铝合金材料产品缺陷和微结构影响。观察孔隙率、捕获气压、热点水平、维氏硬度水平等参数,开展 XRD 分析和光学显微镜(LOM)显微结构分析。真空系统在孔隙率和产品产率方面优于溢出系统,受到真空度和热点水平的影响。具有真空系统的产品的硬度水平优于溢出系统,位错密度增加,晶格应变增加,产品的晶体尺寸水平减小。Xixi Dong设计了两级真空系统的 4500 kN 冷室 HPDC 机器用于制造标准的 ASTM 拉伸样品,真空辅助 HPDC提高了合金拉伸性能的可重复性。经过数据和偏差分析验证,真空辅助 HPDC 在浇注状态下显著降低了合金延展性的不稳定波动,同时提高了铸造合金的极限抗拉强度和延展性。延展性和拉伸性能重复性的显著提高源于真空辅助 HPDC 处理合金中孔隙率体积分数和孔隙率尺寸的降低。缺陷尺寸的减小可以改善应力分布,延缓铸件的裂纹萌生。因此真空辅助 HPDC 加工压铸合金拉伸强度和延展性得到了增强。
Péter Szalva采用常压排气和真空辅助高压压铸工艺生产了 AlSi9Cu3(Fe)铝合金铸件。在压铸流程中,分三级设置柱塞速度。研究了绝对空腔气压对铸件孔隙率和力学性能的影响,并与传统的 HPDC 铸造方法进行了比较。结果表明,铸件的孔隙率和孔径可以显著降低,力学性能得到显著改善。真空辅助压铸工艺减少了模腔内夹带空气和其他气体的量,提高了压铸件的拉伸强度和伸长率。他还研究了真空辅助高压压铸 AlSi9Cu3(Fe)铝合金压铸件疲劳寿命,与传统的 HPDC 铸造相比,在给定的负载水平下,真空辅助高压压铸增加了断裂的循环次数,显著降低了孔隙率尺寸和体积,减少了氧化物薄片出现,从而提高循环疲劳实验次数,改善铸件应力分布,同时延长疲劳寿命。
压铸工艺参数的设置会对压铸成品产生一定影响,合理地设置压铸工艺参数,能够改善压铸件质量。
M. Koru研究了模具温度、铸造温度和动态(压力、速度和真空施加)注射参数对样品力学性能和孔隙率的影响。结果表明,孔隙率因模具温度的提高及真空环境的引入而降低。提高模具温度并对模具型腔施加真空有助于增强机械性能。与提高模具温度相比,提高铸造温度对机械性能的影响要小。增加注射速度会导致孔隙率增加和液态金属表面的湍流,而增加压力会降低孔隙率百分比。与非真空条件相比,因为它会减少空气混合到液态金属中,压力铸造中的真空应用可以提供更好的压铸结果。
Bekir Yalçin研究了注射参数和真空度对合金强度和孔隙率的影响,通过调整优化浇注温度、铸造压力、速度和模腔内的真空度等参数,分析铝合金的机械和冶金性能的变化。结果表明,模腔内的真空度改善了机械性能,例如拉伸强度、屈服强度和硬度,有助于形成细晶粒结构。铝合金的机械性能随着注射压力增加而增加。无真空的压力喷射和低浇注温度会形成较大孔隙和较高孔隙率,导致屈服强度、抗拉强度以及硬度值的降低。
Hong-mei YANG研究不同加工参数对高压压铸工艺界面传热行为的影响。金属 - 模具界面传热行为对最终产品微观结构及其力学性能起重要作用,需要获得可靠的 HPDC 界面传热实验值,而界面传热行为可以通过界面传热系数来表征。该研究通过汽车压铸件慢速度、高速度、浇注温度和初始温度等加工参数的设置,检测金属 - 模具界面的温度,以反比法测定界面传热系数。结果表明真空辅助可以显著提高铸件 IHTC 值,降低铸件粒径。
上述文献主要阐述了真空辅助对高压压铸件的机械性能和疲劳寿命等方面的影响,此外,还探讨了压铸中各方面加工参数对压铸结果的影响。不同模具温度、铸造温度和动态(压力、速度和真空施加) 注射参数等参数影响高压压铸工艺界面传热行为,对样品力学性能和孔隙率参数有直接影响。
2.3 压铸零件结构设计优化
为减小压铸件的缺陷,提高压铸件的表面质量及力学性能,对压铸零件进行结构优化设计是关键技术之一。需要深入探究压铸件各部分结构设计对压铸结果的影响及作用机理。
Hyuk-Jae Kwon通过 CAE 仿真,优化汽车油底壳零件浇口和流道,开展填充流道系统分析,找出浇口大小和位置。通过对浇口和流道系统的修改以及溢流的配置,显著减少了由空气滞留引起的内部孔隙率。通过凝固分析,预测了凝固收缩引起的内部孔隙率。合理地设置内浇口尺寸能够有效改善压铸件的填充效果,提高压铸件的整体质量。
Mohamad El Mehtedi通过有限元模拟对金属板的 AlSi13Fe 铝合金压铸工艺进行了研究和分析。采用填料分析方法确定了浇口尺寸、流道和溢流系统,减少了铸造材料消耗和模具磨损。从结果中可以看出增加流道及溢流槽的数量,可以有效提高铸件充填度,减小铸件孔隙率和永久变形,确保铸件质量。
J. S. S. Babu报道了关于铝合金蜘蛛臂部件制造的模具设计和浇注系统的仿真和试验研究。改进浇注系统,对模具型腔进行了优化,调节溢出和模具压力,压铸过程中使熔融金属平稳流动,提高可铸造性并减小孔隙率。
Seong Il Jeong模拟了汽车离合器壳体部件高压压铸情况,重点对浇注系统进行优化设计,分析了熔体填充模具时流动行为,通过改进浇注系统,铸造缺陷得到显著改善,而浇口变化对铸件表面硬度不存在较大影响。
Jan Majernik研究了利用浇口几何形状提高铝合金压铸件机械和结构性能的可能性。在五组不同高度的内浇口情况下生产了五套压铸件,并对每组铸件进行机械性能的检查。结果表明,内浇口高度是影响压铸件定性性能的基本结构因素之一,决定了模腔填充速度和模腔填充方式,对表面硬度不存在较大的影响,但是会影响铸件孔隙率。
B. D. Lee通过四腔体薄电子元件外壳的浇注系统设计,研究了浇注系统结构对该电子元件压铸成型后铸件质量的影响,提出外壳型腔最优设计。结果表明,溢流槽末端排气孔数量的增加有效降低了铸件孔隙率,屈服强度及拉伸强度也因此增加。
上述研究表明,通过压铸件浇注系统、排溢系统和压铸件模具型腔等结构设计影响压铸件成型质量,在理清结构变化与压铸件性能变化的对应关系后,可以通过优化结构以实现对铸件质量的调控。以上研究结果同样可适用于一体化压铸技术,为一体化压铸件的结构设计及优化提供思路。
03 总结
本文介绍了一体化压铸工艺涉及的高性能铝合金材料、高压压铸工艺和压铸件结构设计等关键技术新进展,为一体化压铸技术发展提供参考。
一体化压铸技术发展需要高度重视免热处理特性的新型铝合金材料研发,通过人工神经网络模型可以对铝合金材料机械性能进行预测,有助于新型铝合金材料的探索,而要验证新型铝合金材料的性能,则需要进行实际试制并测试其性能。
除提高铝合金材料综合机械性能外,免热处理性能也是当前用于一体化压铸的铝合金材料的关键研究方向。为避免成形后结构件热处理带来的严重形变问题,需要通过理论和实践相结合,多方面验证应用免热处理材料的压铸件的综合机械性能。
一体化压铸技术来源于高压压铸技术升级,真空系统的引入有效降低了高压压铸固有的型腔内气体残留问题。真空辅助的高压压铸降低了压铸件孔隙率,压铸件机械性能也随之改善。压铸过程中热力学和动力学参数改变可以对压铸件质量产生影响,正确配置加工参数可以保证压铸件性能。铸造过程中,加工参数实时调节有利于提高一体化压铸件性能。
压铸件浇注系统、排溢系统和铸件本身等结构设计直接影响压铸件成型质量,优化设计关键环节可以控制压铸成型质量。浇注系统中内浇口的结构和数量能影响铸件孔隙率。而排溢系统中溢流槽及排气孔位置的设计,将影响铸件的抗拉强度等机械性能。铸件流道等结构设计会影响到铸件充填行为,对铸件表面硬度等性能产生影响。
一体化压铸技术的发展要借助于压铸材料、压铸工艺和模具结构等方面融合发展,为一体化压铸技术研究提供理论和技术基础。由于能带来显著经济效益,目前新能源汽车轻量化领域中,车身一体化结构压铸技术研究十分活跃,但仍有许多理论和实践问题尚待解决,需要继续深入此领域多项关键技术研究,以促进一体化压铸技术更快发展和广泛应用。
来源:AEE汽车技术平台









