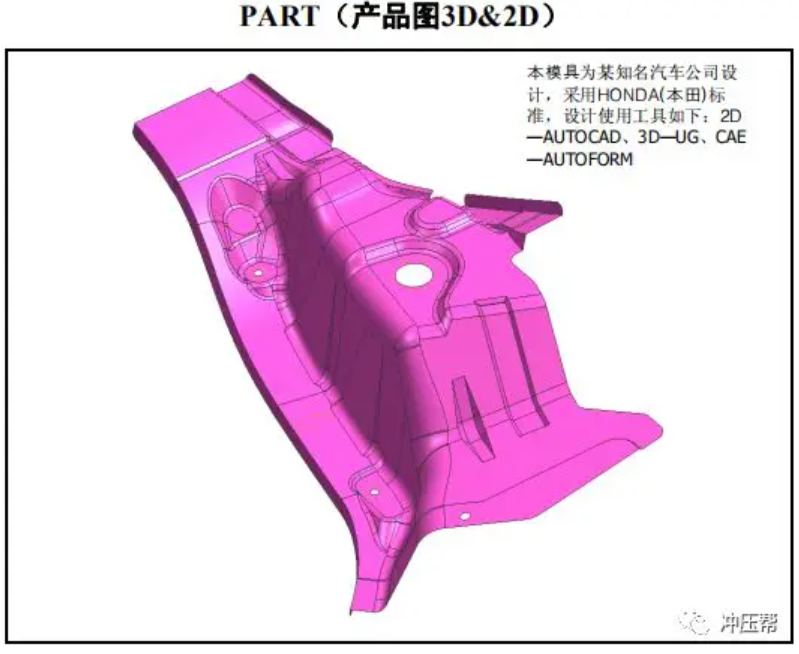
回弹,设计师都会遇到,而且无法避免,只能想办法补偿或者降低影响。那什么是回弹呢?
金属材料在塑性弯曲时总是伴随著弹性变形,因此当弯矩去掉之后,弯曲件的弯曲半径变得与模具尺寸不一致,这种现象称为回弹。而回弹的大小通常用角度回弹量∆a和曲率回弹量∆q来表示。
一.影响回弹的因素:
1.材料的力学性能:回弹角的大小与材料的屈服点S与a正比,与弹性模数E成反比.
2.相对弯曲半径r/t愈大,则表示变形程度愈小,回弹愈大.
3.弯曲中心角a:a愈大,则∆a愈大
4.弯曲方式,校正弯曲的回弹角小于自由弯曲的回弹角.
5.制件形状:u形状回弹角小于v形件,复杂的弯曲件, 一次弯曲成形,弯角数量越多,回弹量就越小.
6.模具间隙:u形弯曲模的凸.凹每侧间隙z/h越大,则回弹与越大,z/2<t时,可以发生负回弹.
二.回弹的计算
由于影响回弹角的因素较多,因此要在理输上计算回弹角是有困难的,在模具设计时
通常按实验总结的数据不修正,或经试衝后再修正.
(一).当r/t<5时,直接放角度回弹即可不必缩R角.
1).当t≤0.3,⍬=90º时,如图所示,分两次折弯且第一次折弯时,折弯点外移0.1~0.2
2).当t>0.3, ⍬=90º时,所图所示,分两次折弯,第一次折弯时,折弯点不用外移
3). ⍬=90º时,一般一次成形,根据材质,料厚的不同,提供以下数据供参考.
(4)U二)U当R/t≥5时,曲率回弹量比较大,需缩R角,其计算公式见R角回弹计算设计规范,
在模具设计时,弯曲凸模圆角半径,R一般要比计算值R凸小,然后再加一步整形即可.
产品回弹比较复杂,即使是相同材质的情况下,自身材料不同厚度、折弯角度、折弯内R都会对回弹产生很大影响。不同材质就更不用说了。
因此,回弹并非一个公式即可完全解决,需要我们在理论的基础上进行实践调试,以得到最终合格产品。
来源:冲压帮









