随着国内汽车工业的发展,推动了汽车涂装行业的发展,目前,涂装企业普通采用磷化膜作为涂料底层,开始采用阴极电泳涂料代替常规底涂料,这表明汽车行业的涂装质量有了进一步提高。笔者通过考察,认为部分涂装企业的磷化质量半不过关,生产中还存在某些问题。
1 典型工艺
1.1工艺流程实例
①脱脂:金属脱脂剂,(60~65)℃,(3~4)min→热水洗→(80~90)℃→酸洗,HCl:H2O=1:1,除锈加速剂加量,(5~6)min→二道水洗→表面调整(表面调整剂5g/L,lmin)磷化(常温,冬天适当加温,6min)→二道水洗→烘干
②脱脂(30~40)℃,(5~6)min→水洗→酸洗,HCl:H2O=1:4,除锈加速剂适量,(20~30)min→水洗→表面调整→磷化,常温,(20~30)min→水洗→烘干
③脱脂(60~70)℃,3min→热水洗(80~90)℃→表面调整→磷化→(30~40)℃,(1~2)min水洗→烘干(脱脂前手工除去局部浮锈,浸渍脱脂后手工擦洗补充除油)
④脱脂表面调整“二合一”(40~50)℃,(5~10)min→水洗→酸洗,HCl:H2O=1:1,10min→水洗→磷化(30~40)℃,(20~30)min→水洗→烘干
⑤酸洗HCl:H2O=1:1,5min→水洗→脱脂表面调整“二合一”常温,(30~40)min→水洗→磷化,常温,(30~60)min→水洗→自干
1.2 应用效果
一、第①种工艺适宜油、锈重的工件,工艺设计最佳,能获得优质磷化膜。优点(1)负载容量大,生产效率高;(2)脱脂后用热水洗净工件表面;(3)酸洗后二道水洗能洗净工件表面的残酸及吸附的缓蚀剂,避免抑制磷化反应,造成磷化不均匀;(4)磷化后二道水洗,能洗掉磷化膜上的残留可溶性盐,避免引起涂层的早期起泡和脱落。
二、第②种工艺适且油锈中等的工件,工艺控制得当,也能获得较好的磷化膜。
三、第③种工艺适且有油无锈的工件,线上不设酸洗,很适合汽车焊接总成件磷化。
四、第④种工艺适宜油轻锈重的工件,但采用了脱脂表面调整“二合一”工艺,使磷化质量受到影响,膜层粗糙、泛黄、挂灰等。
五、第⑤种工艺设计不合理。(1)酸洗槽易被油污污染,使用寿命缩短,酸洗效果也差。(2)存在脱脂表面调整“二合一”工艺的弊病,表面调整效果差。
2 工艺控制
2.1 除油除锈
2.1.1 除油
冷轧钢板油重锈轻(甚至无锈),除油好坏直接影响磷化膜的质量。市售脱脂剂应具有强脱脂能力和极低泡沫的特性。脱脂要点是控制脱脂温度(40~50)℃,浓度3%~5%和脱脂时间(工件表面被水湿润为止)。为了脱脂彻底,最好预脱脂总碱度(7~8)点和脱脂总碱度(10~20)点。日常生产中检测脱脂液碱度,试纸测试pH值为10~12。
2.1.2 除锈
冷轧钢板除锈以盐酸为宜,通常采用稀盐酸,其原因(1)减少盐酸对金属基体的过腐蚀,因盐酸浓度过高(25%以上),酸对金属基体的浸蚀速度比酸对铁锈的浸蚀速度快得多。(2)盐酸浓度越低,挥发速度越慢,酸雾越少,对改善操作环境有利。酸洗液中加入适量的除锈加速剂,能提高除锈速度,并减缓酸对金属基体的浸蚀速度。为了防止酸洗后的工件泛黄,盐酸浓度也不宜过低,工件水洗后空停时间不宜过长。
2.2 磷化工艺的选择
(1)优选磷化剂
磷化膜质量的优劣主要表现在晶体粗细和致密程度、表面有无沉淀物以及膜厚等方面,它们的差异直接影响涂层的效果(对漆膜结合力产生不同的影响)。
为了满足涂料对磷化膜的要求,大多采用低温低渣锌系磷化剂。市售磷化剂品种多,质量差异大,严把工艺验证关,优选磷化剂。
(2)控制工艺参数关键要控制磷化温度(25~40)℃,时间(3~20)min、促进剂含量(气点3~5)及总酸度(20~40)点和游离酸度(0.8~3)点。温度太低则不能成膜或成膜速度慢,膜不完整,易泛黄;反之,膜粗大,耐腐蚀性低,同时槽液稳定性变差,沉渣增多。促进剂含量低,成膜慢,膜层泛黄;反之,沉渣明显增多,膜层带彩色。总酸度稍高,能加快磷化反应的进行,磷化膜薄而致密。但不宜过高,否则沉渣增多,膜层挂灰。游离酸度对磷化膜影响较明显,控制低一些,有利于降低磷化温度和沉渣量;过高,沉渣增多,甚至不成膜。
2.3 槽液调整方法
一般涂装企业都具备化验条件,测试手段较先进,严格槽液管理,做到磷化前检测槽液总酸度、游离酸度、促进剂气点等,调槽较准确及时。
也有的厂家凭经验管理槽液,效果也不错。如某汽车车身厂采用Ch9308低温低渣快速磷化剂已有2年,班产磷化驾驶室65台,磷化面积3250m2(双面积计)。槽液有效容积14t,每3天添加一次磷化剂,其添加量按A(磷化剂):B(促进剂):C(中和剂)10:1:3(重量比)。此法能控制工艺参数在规范内,总酸度(38~40)点,游离酸度(2~3)点,促进剂(5~6)气体点,成膜速度快(3min),膜层质量好(膜层细致光洁、无挂灰,防锈性好,如磷化件存放磷化车间1个月无锈蚀),槽液调整方便。此外,槽液要定期排渣和更新。如磷化槽每星期排渣1次,脱脂槽、表面调整槽每(3~4)个星期更新1次。
3 存在问题
3.1 磷化质量差异大国内涂装汽车行业的磷化质量视厂家的工艺设计、选材及工艺管理不同而异,各厂家汽车磷化质量有区别,不同程度地影响涂装质量。磷化质量的突出问题是膜层挂灰较严重,泛黄较明显。有的涂装前必须除挂灰,有时也难以保证涂装质量。
3.2 辅助设备不配套辅助设备不配套主要表现在(1)磷化缺少烘干设备,个别厂工件磷化后自干,造成磷化膜含结晶水、孔隙率高、耐蚀性低。(2)沉渣无过滤装置。一般来说,缺少沉渣过滤装置不会明显影响磷化膜质量。但个别厂磷化线采用压缩空气来搅拌脱脂液、表面调整液及磷化液,力求加速反应,这是有利的一面。但不利磷化渣沉积槽底,悬浮的沉渣吸附在磷化膜表面,膜层挂灰更为严重,大大影响涂层质量。如果配备一套连续过滤机,不仅能提高磷化成膜速度,而且膜层质量也可大大改善。
3.3 操作工艺不严格笔者发现有的操作者执行工艺不严,为了提高生产速度,任意简化操作工序,脱脂后省去水洗直接表面调整。他们认为这样有利于升高表面调整液的温度,促进表面调整的作用,却忽视了油污不断被带入表面调整液中的危害,相反会缩短表面调整液的使用寿命,最终影响表面调整的效果。
3.4 槽液管理不善槽液管理不善表现在槽液乱投料、误投料时有发生,如将除锈加速剂误投磷化槽,造成磷化不上,工件表面全部泛黄,槽液处理困难,影响槽液正常运行。
3.5 磷化线废水不经处理排放一般磷化线排出酸碱废水,汇集到同一废水池后排放,则可能因中和作用而使废水的pH值接近中性。但有有磷化线仅有脱脂工序无酸洗工序,则从该线排出的废水多呈碱性。原因是脱脂液温度高,带出碱性物质多。特别当更换脱脂和表面调整液时,排出的碱性废水更多,若废水不经处理直接排入池塘、农田,会破坏土壤结构、毒害鱼类和牲畜等。
4 改进措施
4.1 优化工艺设计工艺设计的好坏与磷化质量密切相关。涂装企业往往受客观条件的限制,难以满足工艺设计的要求。如何因地制宜的优化工艺设计,亦是设计者研究的课题之一。生产中一旦发现工艺设计不合理的地方,尽可能在原设计基础上调整工艺流程,尽量满足生产要求。
笔者曾对某厂磷化线作了改进。该厂原按上述第④种工艺设计,投产生磷化质量始终不理想,如膜层粗糙不均匀,泛黄、挂灰较严重。反复调整槽液,收效甚少。笔者认为是工艺设计不合理所致。在不增加槽子的条件下(场地所限),采用磷酸酸洗“二合一”新工艺,改用下述工艺:脱脂酸洗“二合一”Ch9301除油除锈剂,(40~50)℃,(15~20)min→热水洗→水洗→表面调整→磷化→水洗→烘干。
改进后工艺的优点(1)以磷酸代替盐酸,既可避免C1-的串槽现象(如C1-污染磷化槽,严重时磷化不上;或加大磷化膜的孔隙,降低防护性),又能防止可能对工件造成二次腐蚀,因焊缝内残酸腐蚀缝内的磷化膜,经烘干时,由于热胀冷缩,酸就从焊缝内渗出文化腐蚀周围表面的磷化膜,带来磷化膜严重生锈的现象,有时比未经磷化处理的工件还要差。(2)脱脂与表面调整分步进行,充分发挥了表面调整的作用,胶体钛的均匀吸附就改善了工件的表面状态,使整个表面在磷化前就形成大量的细结晶核,从而极大地加速磷化过程,形成均匀、薄而致密的磷化膜。而原来脱脂、表面调整“二合一”,且脱脂后水洗,其结果(1)脱脂槽pH值过高,胶体钛在碱性溶液中,能吸附OH—或其他阴离了,成带电状的大分子,又因带电而增加结团,最终使胶体钛的稳定性受到影响。(2)工件表面吸附的胶体钛被洗掉,进一点降低了表面调整的作用。
尽管磷酸酸洗成本偏高,但综合性能比盐酸好。如它与铁反应,在其表面上能生成薄的磷酸铁,与磷化液配套形成致密的保护膜,不必担心工件酸洗后泛黄。该厂原提出以手工以手工除锈代替酸洗,固然可行,但劳动强度大,且难保证除锈彻底。此外,笔者建议,象汽车这类焊接结构复杂件,酸洗后中和处理很有必要。
4.2 提高工艺管理水平工艺设计固然重要,也不可忽视工艺管理。实践表明,在同等条件下(磷化工艺和磷化剂均相同),不同的工艺管理却获得不同的磷化效果。工艺管理水平高,不仅磷化质量好,而且低耗(1m2消耗磷化剂0.6kg),低成本1m2磷化成本(0.3~0.4)元;反之,低质量、高成本即1m2磷化成本(0.5~0.6)元。
目前有些企业技术力量薄弱,管理跟不上。如何来提高工艺管理水平呢?引进或培训专业技术人才;开展行业的技术交流;邀请经验丰富的专业人员协助处理关键技术问题等,这些都是行之有效的办法。
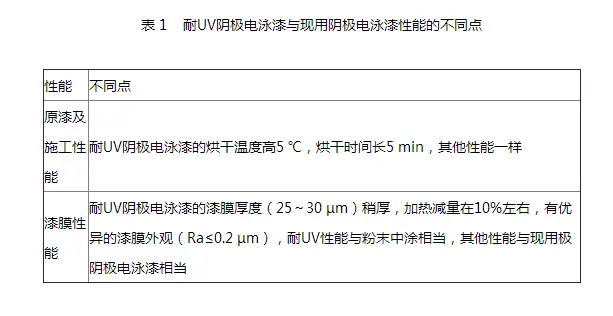
4.3 改善磷化膜与涂料的配套性磷化膜与涂料的配套性已成为人们十分关注的问题。随着涂装技术的发展,对磷化处理与涂装的配套性提出了更高的要求。而以往人们过多地强调磷化膜本身的耐腐蚀性,而忽视了磷化膜与涂料的配套性。实际上磷化膜本身在整个涂装体系中并不单独具有耐腐蚀作用,关键是磷化膜与涂料的配套性要好,这对电泳涂装尤为重要。特别目前有的乡镇企业已建成或准备筹建阴极电泳生产线,因此,改善磷化膜与阴极电泳涂料的配套性已成为涂装企业研究的新课题。
改善磷化膜与阴极电泳涂料配套性的方法是提高磷化膜的耐碱性,即而碱性越高,则磷化膜在阴极电泳成膜过程中溶解越少,阴极电泳的质量就越高。这不仅要求磷化膜结晶致密,而且P比要高(>85%)。提高P比常用含锰低锌磷化、浸渍磷化、超声波磷化、磷化膜钝化处理等。
4.4 重视磷化线废水处理将磷化线废水排入中和处理槽中,先测定其酸度,然后加入10%Ca(OH2)溶液,调pH为6~9排放。
来源:涂装交流圈