锂电池包及框体概述
锂电池包主要由承载框体(下框体、上框体)、锂电池、高压连接组件(如高压接插件)、低压连接组件(如低压接插件)等组成,见图1所示。

1- 上框体;②-下框体;③-锂电池组;④-高压组件;⑤-低压组件(内含)
图1锂电池包
锂电池框体不仅作为各零部件承载体,也充当着连接整车的“桥梁”,锂电池通过锂电池框体安装结构装配在整车上。
图源:蔚来汽车
为了便于安装、维护,承载框体一般分为上框体和下框体。下框体主要承载器件,承担电池系统更多的重量;上框体则一般主要起防护作用,承重要求较小。
下框体设计
下框体作为电池系统主要承载部件,设计相对更为复杂。设计过程所需考量点较多,主要有机械强度、密封设计、防腐、轻量化等。当前,电池系统所使用的下框体工艺包括钣金工艺、冷冲压工艺、挤出成型、压铸等。
钣金拼焊框体设计,主要用于初期设计打样。其具有周期短、投入少的特点,见图2。

图2 钣金拼焊框体
钣金冲压框体设计,其具有工艺成熟、框体结构强度高的优点,也深受电池包供应商青睐。尤其是工况恶劣场景,如矿区,往往采用钣金冲压框体设计,见图3。

图3 钣金冲压框体
铝挤出成型框体设计,因其轻量化的优点,被广泛应用在电池包框体设计。随着整车对电池系统能量密度要求的逐渐提高,框体设计轻量化刻不容缓,铝挤出工艺也作为了电池系统轻量化的主要方案,见图4。

图4 挤铝框体
压铸框体设计,其成本相对较高,主要用于小型电池包框体设计,如48V电池包。随着电池系统框体与整车底盘的逐渐集成化,电池框体直接采用压铸底盘框体架构,电芯直接布置在压铸底盘框体内(Cell to classis,即电芯直接集成到整车底盘上),也成为框体设计的主要设计方案,见图5。
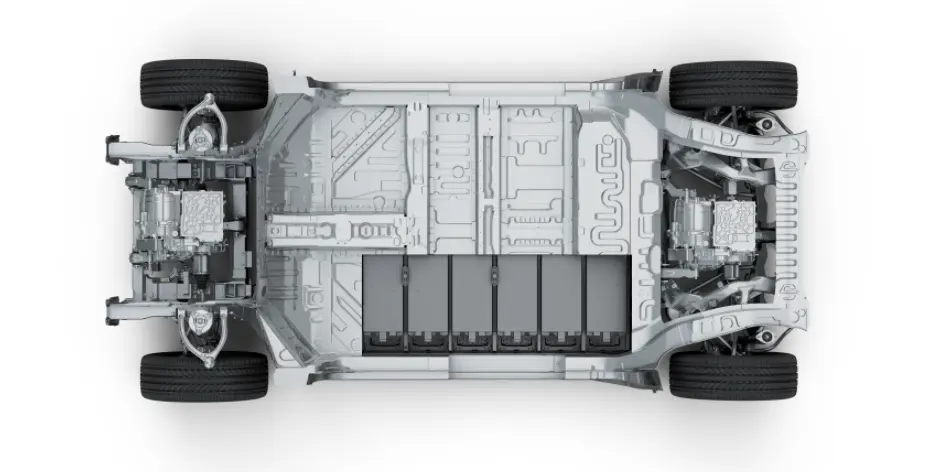
图5 一体化底盘框体
(1)基于整车包络和锂电池工艺设计
不同的锂电池类型及工艺所适用的框体设计方案不同。按锂电池封装方式,分圆柱、方壳、软包。如松下21700圆柱电池、宁德时代方壳电池、LG软包电池。
根据选定的电池类型及其工艺,进行电池排布。其中电池在框体内的排布方案,称之为成组技术。成组方案的优劣、框体设计是否达标,其中的一项重要指标就是成组效率,即电池有效重量占比、有效空间占比,其有效占比越高,成组效率就越高。
电池框体设计需要考虑电池在框体内的排布方式、固定方式、热管理方式。
圆柱电池排布方式有沿高度垂直布置、沿高度平躺布置。圆柱电池需额外借助支架(一般为塑料支架)或胶水固定于下框体。如图6为圆柱电池沿高度垂直布置,并采用填充胶水固定于框体上。

图6 圆柱电池沿高度垂直布置
方壳电池主要采用沿高度垂直布置,如图7。
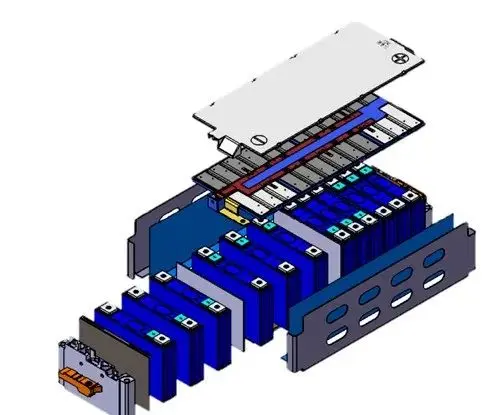
图7 方壳电池沿高度垂直布置
其固定方式主要分两种,采用支架固定,即传统模组方案和无支架固定,如宁德时代推出的CTP(Cell to Pack)方案,即电芯直接通过胶水固定在框体上。
软包电池单体结构强度弱,需要支架支撑,电池框体设计更多的需考虑与软包单体支架间的连接,软包电池本身的布置相对就较灵活。
(2)基于电量及能量密度设计
根据整车需求的电量及电压平台,进行电池布置。在此过程,可初步完成由包络到电池的尺寸分解。根据电池类型和所分解的电池尺寸,可进行电池能量密度、体积密度等预估,再次进行选型及布置方案的校对,确认此布置方案是否满足当前行业的电池工艺水平。
不同电池体系,其电池电压平台不同,系统所需成组的电池数量也将各有差异。如一般三元材料电池额定电压在3.56V,磷酸铁锂材料电池额定电压在3.22V,同样组成350V的系统电压,三元需要98个电芯,磷酸铁锂需要108个电芯。
根据能量密度需求,结合电池布置方案,进行框体材料及结构考虑。设计过程,需要结合当前行业水平进行有效方案评估。目前,三元材料电池系统能量密度可达到200~220Wh/kg,磷酸铁锂材料电池系统能量密度可达到160~190Wh/kg。电池重量能量密度是整车新能源补贴、免征购置的重要指标。
(3)基于框体材料及结构进行框体工艺设计
框体设计包括产品设计、模具设计、钳工、表面处理等。工程师需结合选用的框体材料、工艺,实现闭环设计,完成最终产品出样。
利用有限元分析系统(FEA)进行框体的结构分析,获取模态、变形、应力等参数,确认设计满足指标。
框体设计主要的结构仿真包括振动、冲击、挤压、碰撞、跌落。相关的仿真工况输入主要来源于整车输入、工况采集、法律法规。其中,如振动、冲击、挤压、跌落等在GB38031中有明确的规定,属于必须满足项目。设计师需要结合实际情况,与客户确认好仿真工况,确保仿真的有效性。
上框体设计
上框体主要与下框体配合,形成密闭的空间,实现对框体内部零部件的保护。上框体材料的选择主要考虑环境适应性,如耐侯性、耐高温、防腐蚀等;并具备一定的强度,满足电池系统的结构强度需求。目前主要采用钣金材料和复合材料。
钣金材料具有工艺成熟、成型简单、结构强度高的优点。主要用于环境适应性要求高、强度要求高,但对能量密度相对要求低的场景。
复合材料具有密度低、重量轻、耐腐蚀、阻燃性好,绝缘性好等特点,被广泛应用在乘用车电池包上框体设计中。
上框体工艺的选择需基于采用的材料及框体结构。钣金材料上框体一般采用冲压工艺,复合材料上框体主要采用模压工艺和注塑工艺成型。
随着CTC方案的推广及应用,上框体也将整合于整车底盘。
其他辅助设计
(1)密封设计
上下框体间连接需实现密封连接,达到防水、防尘等功能。防护等级(Degreeofprotection)参照GB/T4208进行测试确认。

密封结构需基于结构、材质特性(如亲水率、变形率、老化)进行设计,常见的密封结构有密封垫、密封圈(如O型圈)、涂胶密封。
目前锂电池上下框体密封设计主要有密封垫设计和涂胶设计。密封垫设计,具备拆换方便,可重复使用的特点,但相对成本较高;涂胶密封更换维护较困难,重复使用性差,但密封效果较好、成本较低。
(2)气压平衡设计
密封框体内外存在压差,其受影响于温度、海拔等,过大的压差将导致框体额外受力,影响框体结构,甚至引发框体爆破。常采用气压平衡阀或透气阀等装置,进行内外压差平衡。
气压平衡设计的另一个功能是起到及时泄气的作用。尤其在电池发生喷阀泄露产生大量气体时,必须保证电池框内气体能及时有效并定方向的通过该设计释放气体,防止发生电池包爆炸。
气压平衡设计结构可布置于上下框体上,具体视上下框体同整车间的预留空间,该结构要求置于有足够预留空间,且泄气方向尽量朝整车行驶方向。
(3)热管理设计
电池系统工作需维持在一定的温度范围,一般理想的工作温度在20~35℃间。电池系统热管理充当着电池系统温度调节器的作用,保证电池温度在适宜区间。框体设计同步需要考虑热管理的结构布置及设计。
热管理方案分被动方案(如风冷或自然冷却)和主动方案(如液冷)。其中,风冷/自然冷却方案的框体设计主要考虑内部电芯布置分布,保证框体内电芯温度的一致性。目前电池热管理方案更多的是采用液冷液热方案。
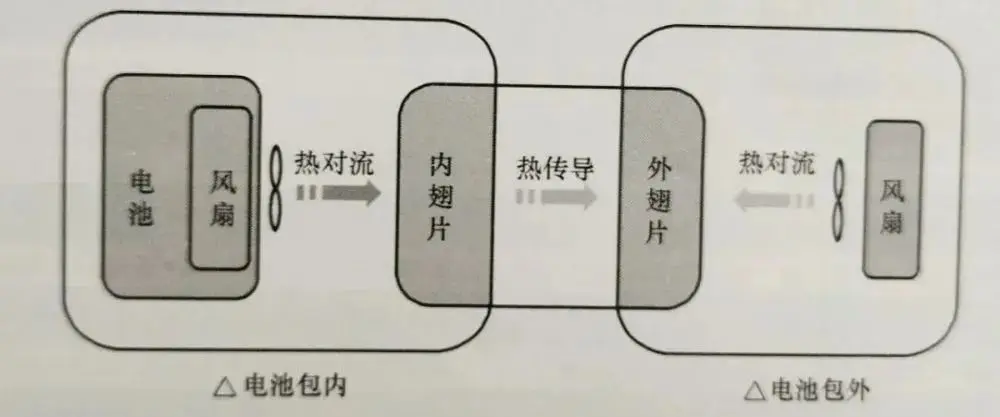
电池包风冷设计
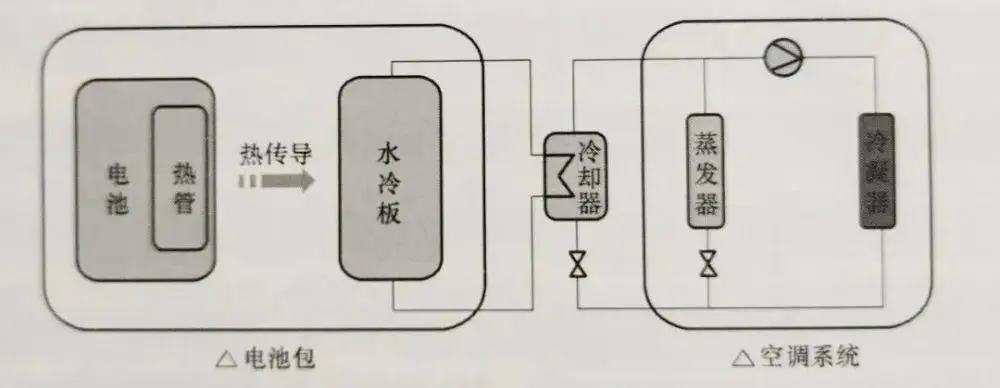
电池包液冷设计
不同的电池成组方案,其热管理设计也有所不同,其同电池框体的集成方案也不同。
圆柱电池通常采用变形的水冷板附于电池表面作为热管理设计方案,如TeslaY水冷板布置在圆柱电芯间,内置于下框体。
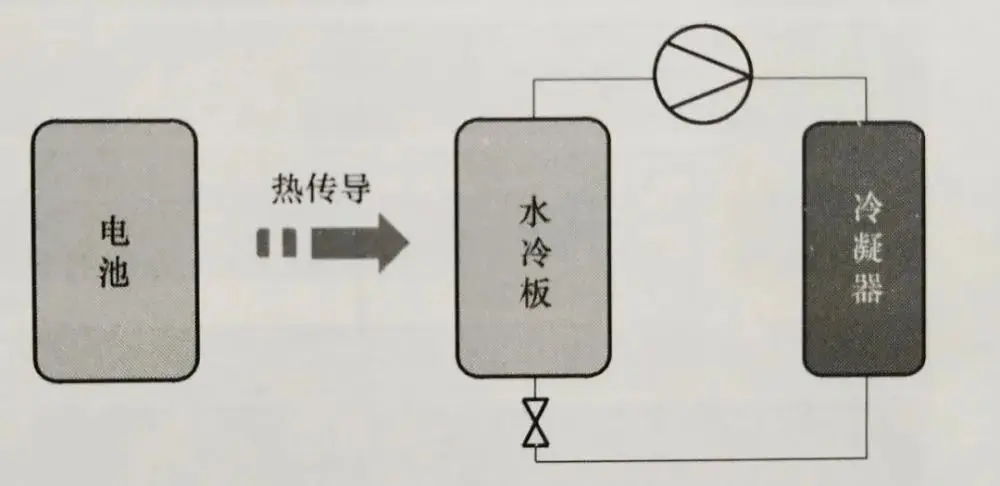
直冷
方壳电池可采用水冷板附于下框体底部或与下框体集成的方式作为热管理设计方案。
软包电池一般将水冷板集成于电池支架上作为热管理方案。下框体设计中,更多考虑其空间及电池支架的固定方案。
(4)安全设计
框体设计还需要考虑相应的安全防护设计,如等电位设计、触电防护设计、挤压防护、碰撞防护、热失控防护设计等。
框体设计过程中,工程师需严格按GB18384,GB38031等法规要求,并结合FMEA分析,确保安全设计的有效性,保证用户的人身安全。
(5)高低压连接设计
高低压连接充当着电池系统“神经”的作用,将动力及信息有效的对外输出。上下框体的设计需要结合高低压连接方案预留足够的空间,包括安装空间、爬电距离、电器间隙等。
锂电池框体结构基于电芯类型、电芯成组技术有不同的设计方案。设计人员就需要了解不同电芯类型的工艺、成组方式、电池工艺水平进行框体尺寸分解及结构设计。
综上,本文按正向设计的流程,简述了锂电池构造并分别给出的上框体和下框体的设计方法及注意事项。整车输入电池布置空间后,需结合设计指标、电池成组方案、热管理方案、高低压连接方案等进行上下框体方案确定及相关零部件有效空间预留;再结合整车安装要求、工艺特性等,进行细节设计,包括气压平衡设计、气密设计等;最终再结合仿真,完成设计优化和设计冻结。
不同的设计需求,其最终的设计方向将有所不同,如CTP(Cell to Pack)和CTC(Cell to Classis),其框体结构大有不同。工程师需结合实际项目需求及本身电芯工艺能力,进行相关的设计。
来源:AEE汽车技术平台