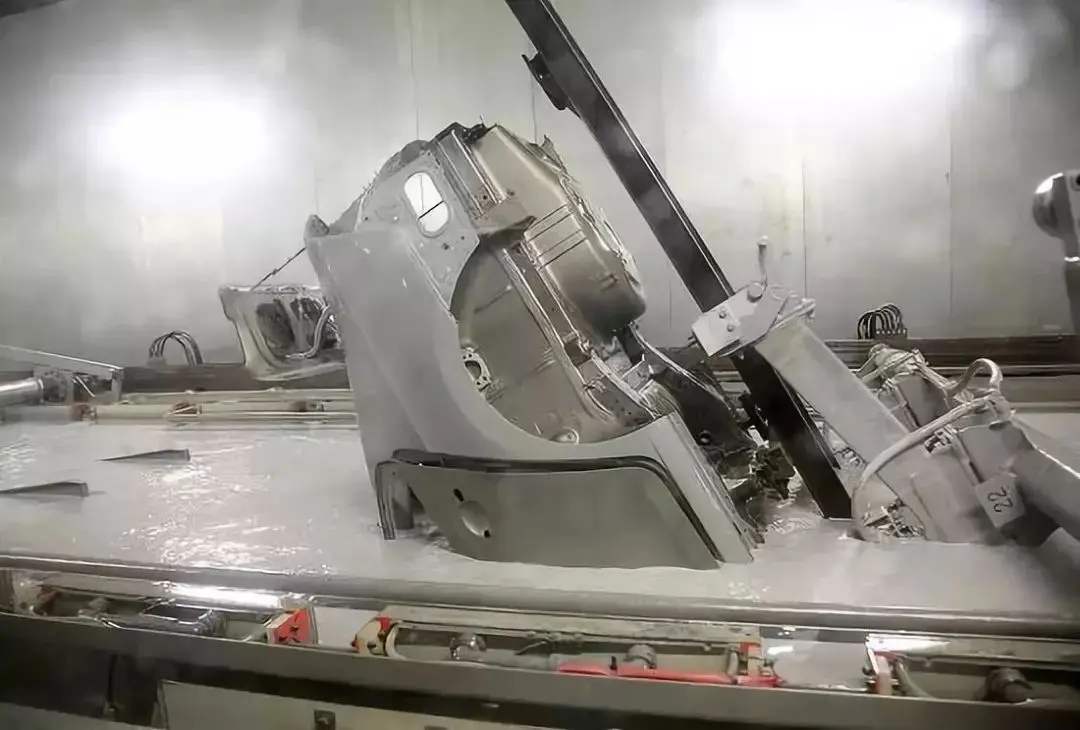
自美国福特汽车公司首次应用电泳涂装工艺以来,电泳涂装在其他工业领域也得到了极其广泛的应用。特别是近几年,随着我国汽车工业的发展,各厂家都在新建或改造涂装生产线,新建的电泳涂装线,大多数都采用阴极电泳涂装方式。由于阴极电泳工艺条件要求比较严格,加上电泳涂装设备多,工艺环节多,比较复杂,一次性投资大,设计方案应慎重考虑,充分发挥其涂装工艺特点,以取得好的经济效益。

电泳系统设计在不断更新,无论涂料经销商还是涂装厂,都有必要不断研究,采用最优化的电泳涂装系统。电泳有其独到之处,越来越为人们所重视,基推广应用普及速度是前所未有的,一般来说,电泳涂装工艺分为几个步骤:
预清洗-碱清洗-水洗-磷化-纯水洗-干燥-阴极电泳-超滤水洗-干燥
1 槽结构结构
由于阴极电泳涂料是酸性物质,所以选择槽体结构材料时要重点考虑耐酸性介质的能力,ASTM40型无缝低碳钢管已成功地用于所有漆料和渗透管子,黑铁和80#取氯乙烯可推荐用于管道,其管道流速分别限制为2.4m/s和3m/s。
2 前处理
要想得到好的涂装表面和充分发挥出涂料的性能,就必须认真对待金属表面处理,尽管这是人们熟知的常识,但仍是施工应用中的薄弱环节。对于电泳涂装就更有严格的要求,除物至磷化槽,可通过浸或喷洗达到要求。控制好所有的阶段,对形成均一的金属前处理膜很重要,如果磷化膜不均一,则耐腐蚀性降低,并在泳上电泳涂料后,膜会出现缺陷。
3 槽液的循环
电泳涂料工作液的固体分为10%-22%溶液。为了防止工作液中固体物料的沉淀,电泳槽应用搅拌循环装置,通常选用低剪切力的泵,靠槽内管路的喷孔使工作液搅动循环,管路的布置,喷孔孔径、方向都应认真设计,使槽不应有任何循环的死角。主槽的搅拌应足以使槽液达到较流水线速高的表面流速,表面流速至少达到0.2m/s

4 过滤
为了减少电泳涂料工作液中各种夹带杂质颗粒对电泳涂层的影响,应对工作液进行经常的过滤,通常包括粗滤和细滤装置,滤出机械杂质和絮凝的颗料,过滤器一般具有自清洁能力。槽液应不少于每小时循环过滤一次。
5 超滤
采用化学前处理方式的金属工件,尽管经过严格的水洗和去离子水洗,但或多或少仍然夹带有一定数量的有害离子进入电泳槽,而且随着电沉积过程的进行,也不断产生一定数量的各种离子,如不能及时清除所积累的各种有害离子,将会影响工作液的稳定性,也易造成漆膜的各种弊病,使用超滤系统是有效的处理方式。
6 后冲洗
工件完成电泳涂装后,在漆膜的表面会黏附一些漆液,由于含胺或酸,易产生电泳涂料膜的返溶,并使烘干后的漆膜表面粗糙或发花,因些,必须进行电泳后冲洗。
7 阳极液系统
对阳极电泳而言是阴极装置,可以及时清除漆液中的阳离子,维持漆液PH值、电导率值,通过调整阴极液,可以较好地维持漆液的工作参数,保证电泳的正常进行。

8 润滑剂
传送带的润滑剂、车体的摩擦润滑剂,还有所有引入的化合物、密封胶必须与电泳系统相配,不与电泳涂料相配的油脂、油及其他润滑剂不应接触槽液及未烘干漆膜。
9 废水处理
废水处理系统必须能处理PH值为3.0的排放和溢流的阳极液,PH值为6-7的超滤排放液和溢出涂料,大多数的阴极电泳涂料含铅,排放液含铅,因些须在排放前作适当处理。
10 纯水装置
在电泳涂料工作液的配制和补充固体含量时,需要去离子水,而且在金属表面处理、最后水洗以及电泳的最后阶段也需用去离子水洗。纯水装置应根据实际情况而定。
11 干燥系统
电泳后涂层只有经过干燥系统烘烤后才具有一定的硬度、机械强度,才能起到防腐蚀及装饰作用。干燥装置应能保证在规定固化温度下所需的最短时间,定期测试烘干装置的温度曲线,以保证漆膜质量。
来源:全国涂装信息技术平台