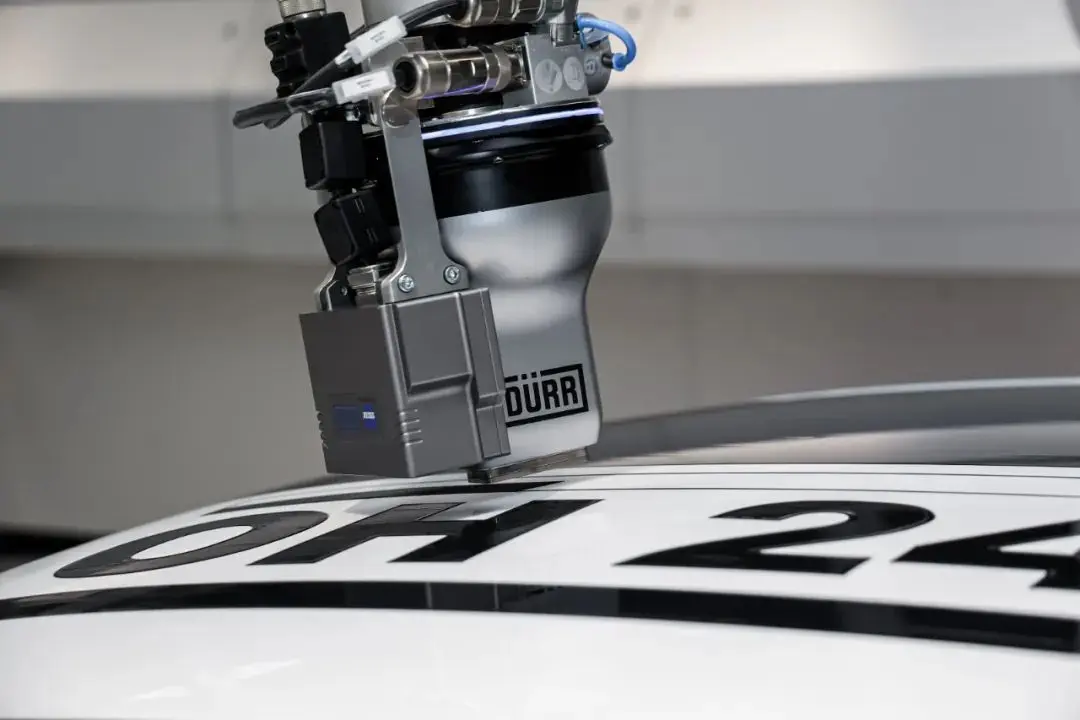
众所周知,汽车在生产过程中,会经过冲压、焊接、涂装、总装四大工艺,而涂装作为其中的一个环节,相比于其它三大工艺更为特殊,不仅因为它的材料、工艺过程,同样因为涂装对于环境的要求更为严格,因为涂装环境的好坏直接影响着产品质量,在一个没有受控的环境内进行涂装作业,纤维、颗粒、缩孔等漆膜弊病极易出现。
而对于环境的监控方式,也随着现代科技的发展,渐渐从最原始的主观感受转变为使用各种仪器进行检测,即用数据说话,当然人们也建立起各种标准对检测结果是否合格进行评判。那对于涂装环境哪些因素是需要我们进行监控的呢?一般来说,风速、照度、洁净度、温度、湿度是汽车涂装中最常监控的几个因素,它们对环境和产品质量的影响也最为明显。
1 温度
环境温度主要是指喷漆室与流平室的温度,温度对涂装的质量影响比较大,一般来说,适宜喷漆的环境温度为18 ~ 28 ℃,该区间是涂料施工的最佳温度,同时喷涂出的漆膜缺陷也会较少。在涂料调整好的情况下,若喷漆室环境温度低,可能产生流挂、咬漆、发花、发污等缺陷,若喷漆室温度高,可能产生痱子等缺陷。为了保证涂料的施工性和得到较佳的涂层,多数汽车厂的喷漆室温度设定为恒定值。同时环境温度还会影响其他一些原材料的施工性和性能,例如在低温下焊缝密封胶、PVC 防石击材料的黏度要偏高,胶枪喷胶会困难;另外,低温下原子灰(腻子)的固化时间也要延长,影响施工进度。
2 湿度
湿度在工程中有2 种表示方法:相对湿度和绝对湿度。在汽车涂装中所指的湿度是相对湿度,一般喷漆室的湿度为50%~ 70%。湿度对涂装的影响主要有以下2 个方面:
1)湿度:影响涂料的闪干效果,同时漆膜在烘干后易出现漆面发白的缺陷;湿打磨后漆面不易干燥,喷漆后可能会出现水泡、针孔等问题;如果在高湿度条件下刮涂原子灰(腻子),涂漆后也会有针孔等问题。
2)湿度低:如果是喷漆室的湿度过低,则漆膜表干太快,会出现痱子、大橘皮等缺陷;原子灰也会出现表面干燥,内层不干燥的问题,在喷漆烘干后出现腻子开裂等缺陷。
3 风速
定义及分类
风速,顾名思义,就是风流动的速度,即单位时间内风移动的距离。风速没有等级,风力才有等级,风速是风力等级划分的依据。一般来讲,风速越大,风力等级越高,风的破坏性越大。在涂装车间内,哪些地方有风速要求呢?风速的大小又如何来进行控制呢?在一条涂装线上,有岗位送风和工艺送风之分,岗位送风的目的是为了操作者有更舒适的作业环境,工艺送风则更侧重于产品质量和职业健康。以一条典型的驾驶室涂装线为例,开放或半封闭工位会采用岗位送风,这些工位对风速、风压平衡等参数要求较低,送风的主要目的是为了让空气流动,使操作者感觉更为舒服;封闭工位则会采用工艺送风,这些工位不光有送风,还有排风,对于风速大小、送排风平衡、送风洁净度等要求较高,一旦参数掌控不好,会对产品质量和操作者健康造成影响。
风速要求
这里主要讲讲喷漆室的工艺送风,在所有的正规的喷漆室内,都有送排风系统,一般是顶部送风、底部抽风,目的是通过风的运动把过喷出的漆雾(即没有喷涂到工件上的这部分油漆)由上而下送入喷漆室底部的水旋系统进行处理,这样不但净化了喷漆室环境,也保证了涂装产品质量,同时也避免操作者吸入更多的漆雾而危害健康。那喷漆室的风速需要多大才合适呢?经过世界各国汽车企业的多年探索和实践,总结出一些经验,即喷漆室内(人工)的风速范围在0.4~0.5m/s,对喷漆环境都是较好的控制,在此风速范围内,漆雾垂直向下落入底部循环水槽进行处理,这对操作环境的控制及操作者健康都是极大的帮助。当然,进入喷漆室的风是要经过一定处理的,会经过多级过滤,再送入喷漆室,最大程度保证了送风的洁净度,后面将对过滤要求进行阐述。
测量方法
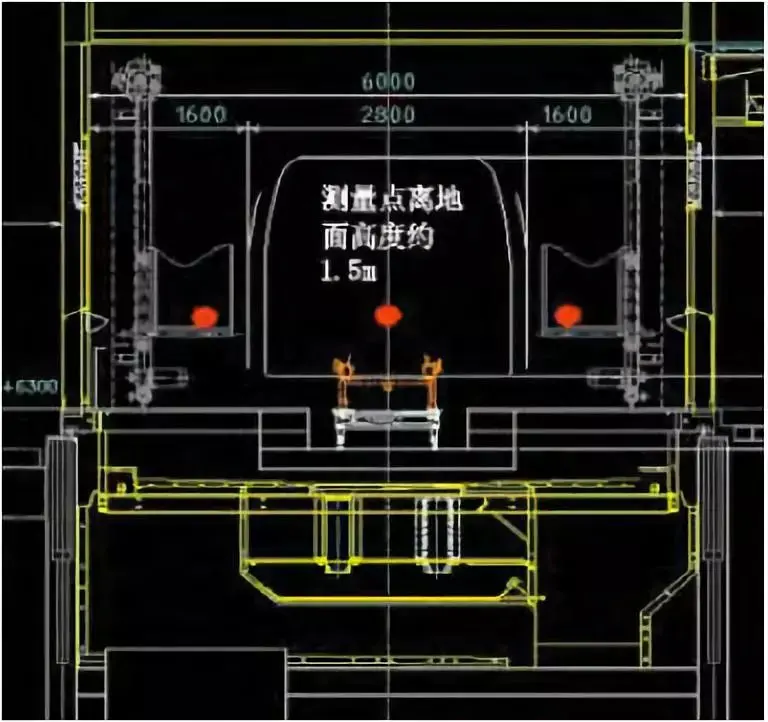
而对于风速的检测则使用风速仪,风速仪种类较多,有风杯风速仪、旋浆式风速仪、热线风速仪等,主要是因用途不同而有差异。涂装行业最常用于测量风速的仪器就是“热线”风速仪,其基本原理是将一根细的金属丝放在流体中,通电流加热金属丝,因此将金属丝风速计称为“热线”,使其温度高于流体的温度,当流体沿垂直方向流过金属丝时,将带走金属丝的一部分热量,使金属丝温度下降。根据强迫对流热交换理论,可导出热线散失的热量Q与流体的速度v之间存在关系式,从而得到风速的具体值。而它的使用也非常简单,手持风速仪感应杆手柄,将感应杆水平悬空放于需要检测的环境中,让风穿过金属丝,等待一两秒稳定后,即可读出数值。喷漆室内风速的检测点一般选取6个——工件周围选取4个点,喷漆室前后两端各选取1个点。检测频率一般是每两周一次。风速仪的使用为汽车涂装行业对喷漆室内环境监控提供了一种非常实用的手段。

驾驶室面漆线检测点分布俯视图
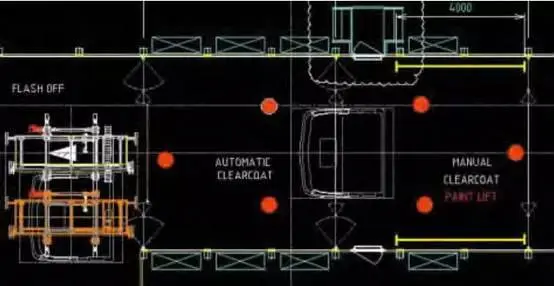
主视图
4 照度
定义
照度(Luminosity)指被照面单位时间内所接受的光通量,采用单位面积所接受的光通量来表示,表示单位为勒克斯(Lux)。在一个涂装车间,对照度要求最高的工位就是喷漆工位和检查工位。
照度要求
对于人工喷涂的车间,喷漆室的光照强度要求一般为800Lux,这个数据可能看起来不形象,换种说法,800Lux就相当于白天大厅的通道,就像理发店的剪发区,这些都是照度要求较高的地方。汽车喷涂就像陶瓷釉上彩,这个过程需要精雕细琢、不断观察,例如当操作者喷了第一遍油漆后需要检查漆膜状态,哪个地方应该再补一点漆,哪个地方有大颗粒要及时去除,都要在喷漆室内及时发现并修复,如果由于照明条件不理想而不利于操作者观察,一旦缺陷产品流入下工序,会给下工序带来繁杂的工作量。因此为了便于操作者在喷漆时观察调整,喷漆室的照度要求都会较高。而检查工位对于照度的要求同样甚至更为严格,通常为800-1000Lux。虽然常说“产品质量是生产出来的,不是检验出来的”,但是对于涂装行业,检验工序必不可少,因为涂料是化工产品,其化学性质会因为成分的微小改变,如助剂、颜料比例的改变而产生变化,一些物理因素,如气候、环境、运输、包装同样也会让其发生变化,而这些变化就有可能造成涂装缺陷。而我们的质检工人,则为品质的保证起到了关键作用,他们用自己专业的技能,统一的标准,将不合格品一一挑出,因此照度要求是他们工作环境的硬指标,好的照明条件能使他们更为出色地完成工作。

测量方法及标准
那如何来检测照度呢?于是人们发明了照度仪。照度仪是用来测量光线强弱等级的专用设备,其原理就是用锗光电池作探头,由于光的强度不同光电池产生的电流就不同,再把这个电流进行直流放大,再经过数模转换电路把直流信号变成直截反应光照强弱的数字信号显示出来,而这个数值就是我们的照度值。它的操作也十分简单,将照度仪探头放置在我们要检测的地方,探头紧贴工件,开启仪器进行测量、读数即可。但照度值的变化和检测的角度有较大关系,比如在同一个点,会因为探头和光源之间形成的角度不同,照度值也会不同。
驶室面漆线照度检测点俯视图
主视图
5 洁净度
定义
最后再来说说洁净度。什么是洁净度?洁净度是指洁净空气中空气含尘(包括微生物)量多少的程度。
要求及检测方法
汽车喷漆工序和烘干工序对于洁净度的要求是非常高的。因为如果粒径≥5um的粉尘混入漆层,人的肉眼就可以看到由粉尘造成的瑕点。那5um是多大呢?形象一点说,奶粉、面粉、滑石粉、喷雾器雾化等这些颗粒大小,就在5um左右。而在涂装喷漆室,灰尘的主要来源有人带入的衣服上的纤维、头发。

还有外界环境带入的粉尘、颗粒。为了解决这些问题,在涂装行业,所有人员进入涂装厂房前必须穿防尘静电服、戴防尘静电帽,进入厂方和喷漆室前都必须经过前端的洁净室进行吹尘处理。
为了减少外界环境污染,喷漆室的送风必须经过多级过滤,将粉尘数量及大小降到最低,国内较为传统的大型汽车生产企业喷漆线一般都采用三级过滤,分别是初效、中效过滤和一级高效过滤,过滤效率规格为G4、F5和F7。一个先进的涂装车间,不仅会将送风进行多级过滤,还会将经过中效过滤之后的风先送入动、静压室进行风的阻尼均流,再经过最后一级高效过滤器进行终端过滤后送入车间。烘干室则和喷漆室稍有不同,在涂装车间的烘烤线上,一般会有两级过滤;由于送入的空气要预热到200℃左右,新鲜空气在进入加热器前会经过一次初效过滤G4,由于加热器装置可能发尘,所以加热器后端会再进行一次空气过滤,这就要求此处过滤器能够长期承受200℃的高温,而效率规格一般为高中效过滤F6~F8。
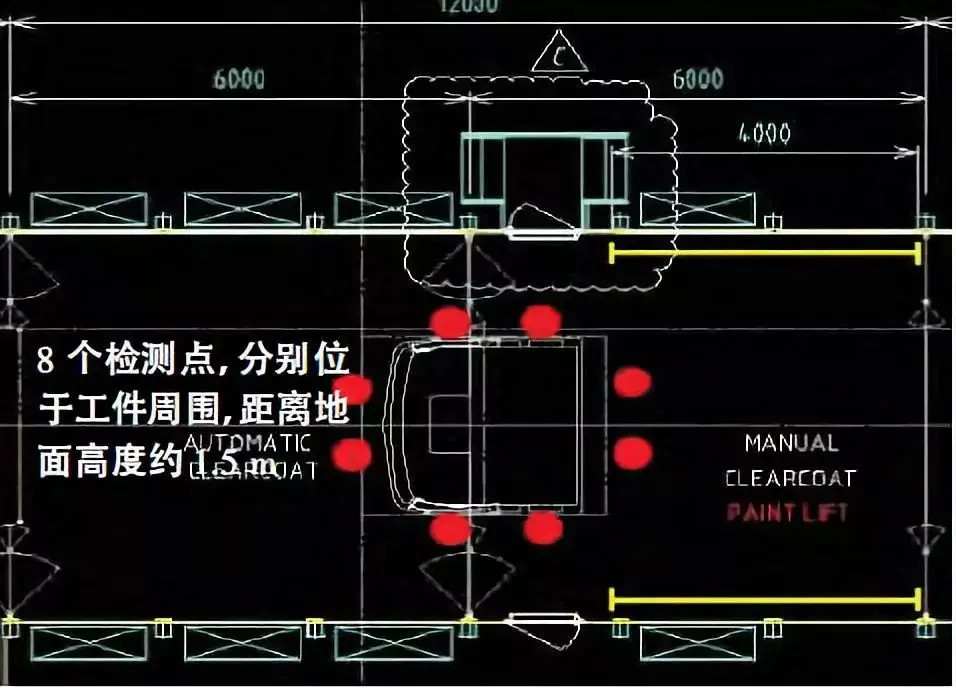
那喷漆环境的好坏又如何来进行检测呢?随着科技的进步,现在主要使用“空气微粒子计数器”,对空气内一定粒径的粉尘数量进行检测,它的使用也是非常方便,一般一台计数器它可以一次性检测到每立方米空气中大于等于0.5um、0.7um、1um、2um、3um、5um粒径粉尘的数量,对于喷漆室为了得到一个更为合理的数据,一般检测4个点。正常情况下,每月进行一次洁净度的检测。
驾驶室面漆喷漆线洁净度检测点俯视图
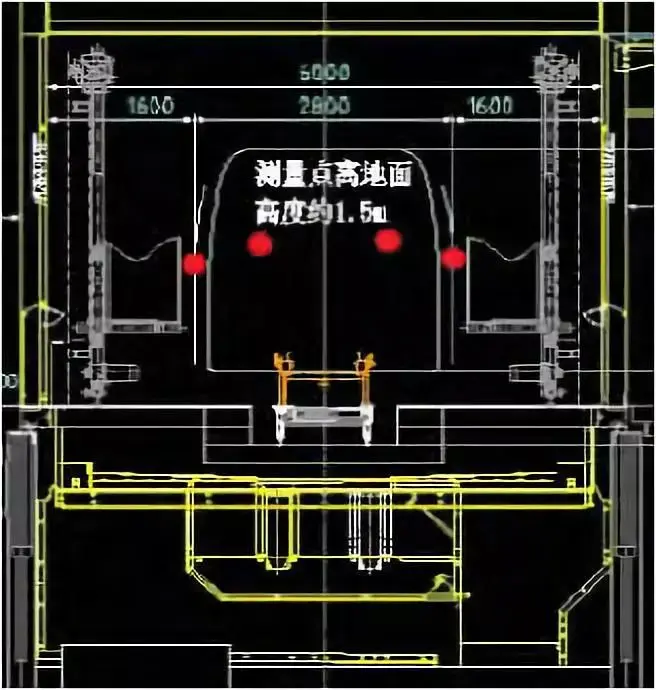
主视图
检测标准
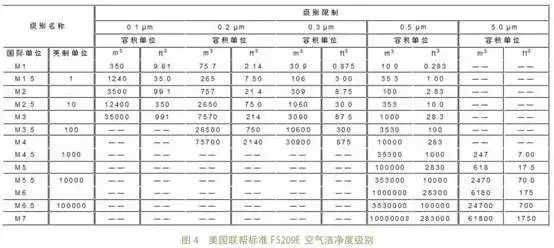
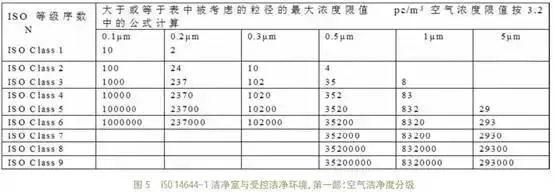
美国联邦标准FS209E 空气洁净度级别见图4 ~5。对于检测出的数据,需要一个标准来评判它是否合格。1963年,美国出了一个洁净室标准FED-STD-209,在这项标准中,按每立方英尺中≥0.5um粉尘数量的最高允许浓度,将洁净室分成若干等级,如10级、100级、1000级。长期以来,世界上许多国家都是按照这个方法分级的,中国过去的洁净室标准也是按照这种方法分级的。1999年,国际标准化组织ISO颁布了一项国际标准《ISO14644-1洁净室与受控洁净环境,第一部分:空气洁净度分级》,标准中采用了新的分级。2001年,中国新颁布的洁净室设计标准中采用了ISO分级。标准共分为9个等级,第1级要求最高,第9级要求最低。汽车涂装行业一般采用第7级作为喷漆室和烘干室的标准,即:每立方米粒径大于或等于0.5um的粉尘数量少于352,000;粒径大于或等于1.0um的粉尘数量少于83200;粒径大于或等于5.0um的粉尘数量少于2930。
虽然汽车涂装对于洁净等级的要求远没有医药行业高,但是随着社会的发展,人们对于汽车外观的要求是越来越高,汽车不仅要性能好、油漆外观也要漂亮,因此世界汽车制造企业对于喷涂环境的要求也日益苛刻。
人们的不断探索与研究,促进了涂装行业的不断发展,我们使用各种仪器对涂装环境进行监控,这些技术的运用,不仅提高了产品质量,也减小了对操作者身体的伤害。相信随着科技的发展,我们对于涂装环境的监控还会有更高的手段、更新的方法。
来源:新材料在线