塑料因其具有质轻、耐冲击性好、具有较好的透明性、绝缘性好、成型性好、着色性好、加工成本低等诸多优点被广泛应用于日化包装、医疗器械、汽车及日用产品中。本文对这些塑料连接技术做一个简单的介绍。
01 塑料铆焊
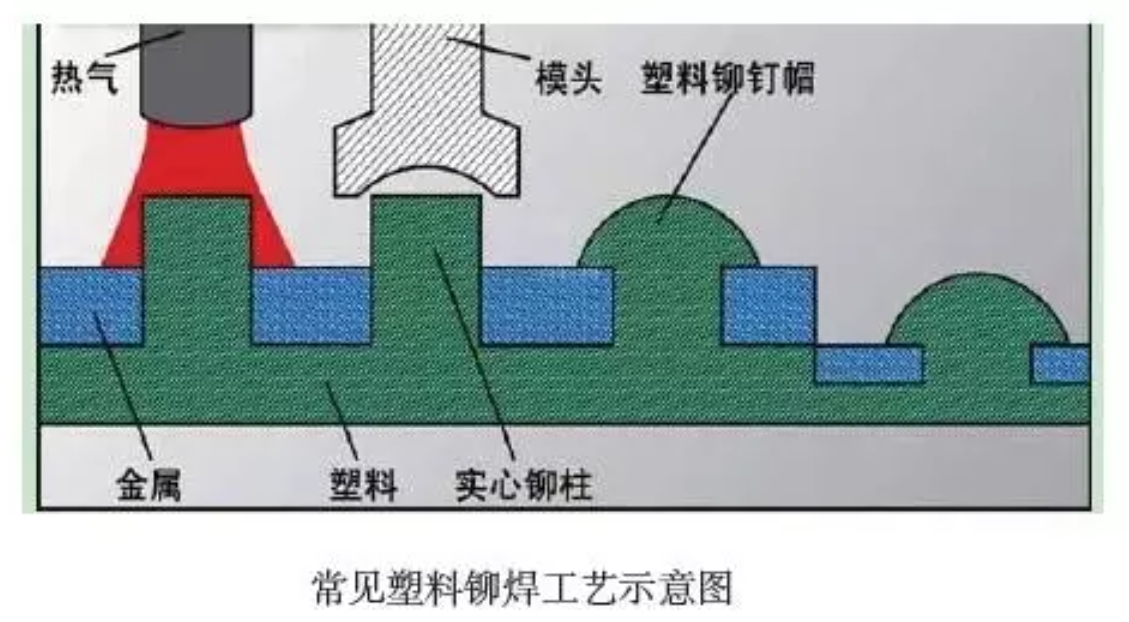
铆焊接工艺特别是用于连接不同材料制成的零件(例如塑料与金属)。一个零件上有铆柱,伸入另一个零件的孔中。然后通过塑料的冷流或熔化,铆柱变形,形成铆钉头,将两个零件机械性锁紧在一起。通过改变焊头的设计,可以获得多种不同的铆钉头设计。
图片来源于百度图片
冷铆焊接:在冷铆焊接中,通过高压使铆柱变形。冷流使得铆柱区域产生大的应力,因此仅适用于延展性较好的塑料。
热铆焊接:在热铆焊接中,压缩焊头发热,因此在铆柱上形成铆钉头所需压力较小,铆钉头中产生的残余应力也较小。可应用于较冷铆焊范围广得多的热塑性材料中,包括玻璃填充材料。其接头质量取决于工艺参数的控制:温度、压力和时间。
热气铆焊接:在热气铆焊接中,以过热空气流的方式为铆柱加热,通过铆柱周围的气管传热。然后独 立的冷焊头放低,压缩铆柱。
超声波铆焊接:在超声波铆焊接中,利用焊头提供的超声波 能量将铆柱熔化。在焊头持续的压力过程中, 熔化的铆柱材料流入焊头内的型腔中,形成 所需的铆钉头设计样式。
塑料件焊接工艺:焊接原理都是一样的,先把要焊接的两个塑料件对接面加热到熔化,然后增加焊接面的对接压力,稳定保压一定时间至焊接面固化,即焊接成功。
02 感应焊接
主要采用高周波设备高压整流自激高周波电子管振荡瞬间产生电磁波电流电场,利用被加工的PVC、TPU、EVA、PET等塑胶、塑料材料在电磁波电场内其塑胶、塑料材料的内部分子产生极性化摩擦生热,加上一定的压力使所需要热合焊接的塑料、塑胶产品达到熔接效果。

图片来源于百度图片
03 旋转焊接
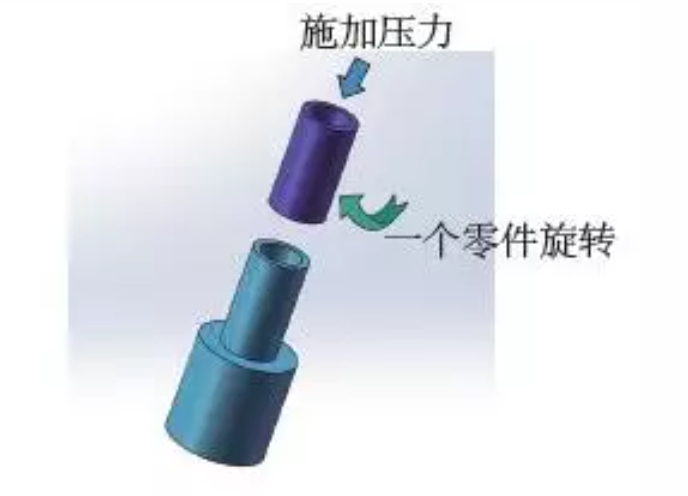
旋转摩擦式塑料焊接机一般用来焊接两个圆形热塑性塑料工件。焊接时,一个工件被固定在底模上,另一个工件在被固定的工件表面进行自转运动。由于有一定的压力 作用在两个工件上,工件间摩擦产生的热量可以使两个工件的接触面熔化并形成一个禁固且密闭的结合。其中定位旋熔是在设定时间旋转,瞬间停在设定的位置上, 成为永久性的熔合。
图片来源于百度图片
04 热板熔接
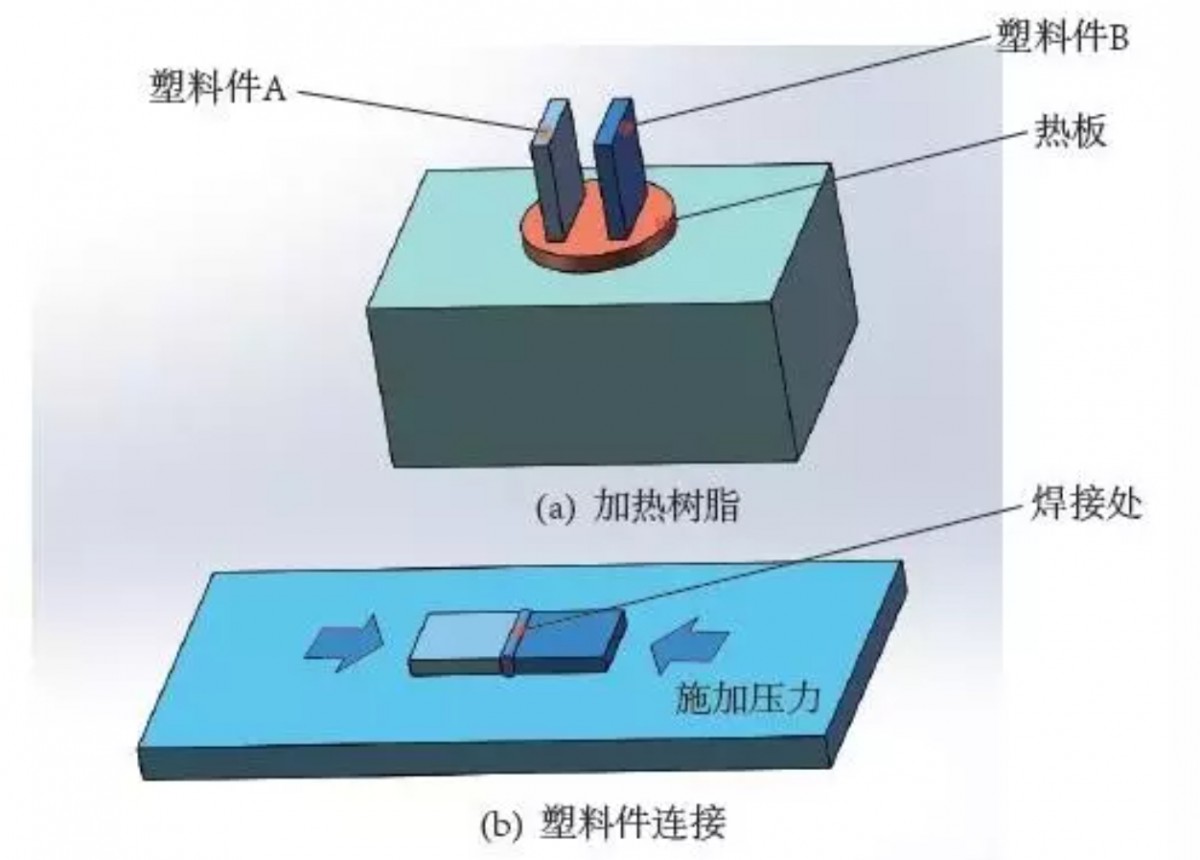
热板熔接是指将要连接的两块塑料件的边放到恒温器控制的热板上加热直至表面熔化,然后采用较小的压力将软化了的两表面压在一起实现塑料件的连接,见图。另外有一种常用的热板热合工艺,首先将需要连接的两个部件叠放在一起,使用电热管等途径使热合板发热,热合板下降至两部件中的上部件,同时对热合板施加一定的压力,热合板将两部件接触区域熔化然后固化连接在一起。这种工艺主要用于高分子树脂膜材与塑料件件的密封连接。
图片来源于百度图片
05 热气体焊接
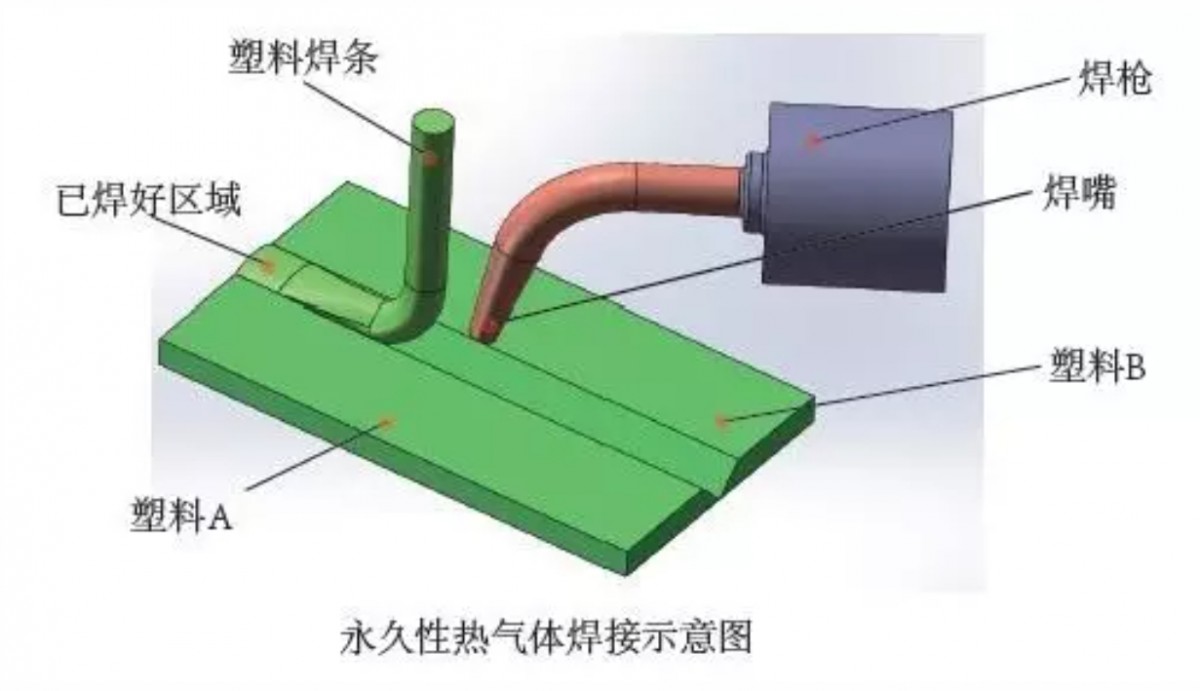
热气体焊接的方法有三种:点焊、永久热气体焊和挤焊。他们的基本原理一样,通过电机所产生的风带走电热丝所产生的热量,从而得到流动的热空气,使被焊接的两个塑料件与焊条加热呈熔融状态而粘合在一起,从而达到焊接的目的。其中点焊用于永久焊接前将各件固定在一起。
图片来源于百度图片
点焊为对材料进行临时焊接,不需要焊条即可完成,并且需要使用点焊焊嘴。
永久焊要使用与焊接的零件材料相同的焊条,焊嘴在焊接区域上以扇形来回迅速移动,直到V型槽和焊条软化到能够焊接,通常用热滚筒压在一起。挤焊是指填充树脂或者以颗粒的形式从漏斗处进给或者以筒上的焊条的形式给出,然后从由电动机驱动的单螺杆熔室中挤出,采用电热圈或者热气体进行加热,结合面用连接在挤出机上的热气体预热器进行加热,最后填充树脂和被焊接件熔化而连为一体。
来源:结构设计专辑








