2、涂装车间:

从2012年1月开始打桩,至2015年4月第一台观致 5 SUV车型下线,观致涂装车间不仅功勋卓著,更因为采用领先B1B2的紧凑型面漆工艺。
B1涂料为功能性涂料,加入UV防护颜料、界面稳定剂等成分;涂层主要具备中途层的全部功能及色漆涂层的部分功能,体现出抗石击、抗紫外(可见光)、填充性能及部分预着色功能。
B2涂料为装饰性涂层,主要赋予传统色漆同样具备的着色和绚丽效果。
水性漆B1B2,取消中途层,保留中途层功能性。
总体来说,观致的涂装工艺最大亮点,就是取消了中涂底漆,降低了漆面厚度同时,保留了传统图转工艺具备的抗氧化、抗击穿、抗腐蚀能力。

在焊装车间完成了最后一道工艺工艺后,通过全封闭转运通道至涂装车间。在涂装之前,还要对车门、前机盖后箱盖进行锁紧,以防止电泳过程车门开启、剐蹭破坏车身焊接。

上图是喷涂底漆的车身焊接,安装了供4S店维修用4车门、前机盖和后箱盖。在涂装车间内,每台白车身(车身焊接),都会根据系统给出的代码,进行不同色系的涂装。而进入售后市场的钣金件,在完成最基础的防锈前装工艺后,保留基础底漆就完成了全部工序,通过质量检验入库进入物流环节送往4S店。

观致的涂装车间,的电泳工序采用车身翻转与涂料充分接触的模式(红色箭头),与传统的平进平出的电泳模式(黄色箭头)完全不同。这种在点泳池中翻滚,可以保持车身焊接上下部充分接触,电离相同的涂层。
在进入三层高电泳工序之前,白车身将被举升。

首先经过脱脂浸泡。

完成了前处理后经过封闭通道进入电泳工序。
在电泳池中翻滚的白车身的任何腔孔、焊缝都将获得完全相同的“全接触”。

上图为电泳之后的白车身在流水线上,由工人进行密封胶处理。

所有焊缝、以及连接点,都要进行手工密封。上图中红色箭头所致的是,一些固定孔、固定螺栓以及分系统连接接口等不需要密封的点位,由专用堵盖覆盖。
与常见的具备中涂底漆工艺的偏蓝色白车身不同,观致的白车身颜色偏青。
经过人工密封工序后,将进入机械喷涂工序。在这道工序中,机械手臂将为白车身底部喷涂用于防腐、防外力冲击、隔音降噪涂层。这也是通常所说的“底盘装甲”。

经过高温烘干后,一台观致白车身就将进入质量门,接受来自不同国家技师的检验。从焊装-涂装后,不同车型的白车身,将在总装线完成最后的分系统装配。
红色箭头:负责最终质量检验的外籍工程师。
3、总装:
观致汽车总装车间设计年产能力为15万台/年,车间设计制造能力36台/小时。建筑面积53万平方米,满负荷生产时单班员工总数达到410人。总装车间从2011年11月开始施工,2012年11月PTO车间投入使用,同年12月首台车下线。
总装车间包括一条主生产线,三条分装线和两条检测线。生产线采用T型布局和柔性化设计,整线继承了柔性随性底盘盒装系统、同步物流配送系统、扭矩自动检测报警系统、MES信息综合管理系统等先进制造工艺和生产保障系统。

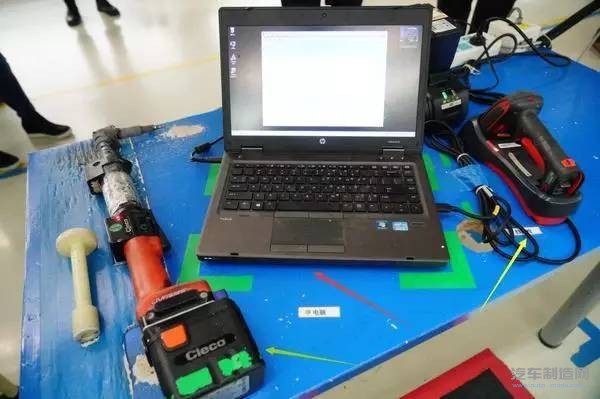
与其他两个生产环节不同,不同车型总装线上涉及的零配件多达万余种。这就需要非常精准的配件工艺体系的支撑。物料输送小车由专人提取不同配件,送至生产线待用。

每组货箱内盛放着,存放着一车份“一对一”的配件。而这些配件出库(总装线配件库)时,通过扫取专属条形码,来获得准确的配件。
黄色箭头:物料货车内盛放着观致3轿车部分内饰件
红色箭头:从涂装车间转运至总装线的白车身