1 前言
涂装是汽车耐腐蚀和装饰的最经济而有效的方法,而涂装前处理是涂装中不可缺少的重要工序,是提高涂膜附着力、耐蚀性的关键环节。涂装前处理的目的是为了去除被涂件构成物之外的所有异物,提供适合于涂装要求的良好基底,以保证涂层具有良好的防腐蚀性能和装饰性能。它直接关系到涂装质量的优劣,而且关系到涂装产品寿命的长短和市场竞争力的大小,甚至关系到涂装产品价值的高低。
生产轻型汽车EQ1060及新型皮卡NISSAND22系列车型的企业,前处理是采用连续式的生产线,磷化方式为浸渍式。由于是采用耐蚀性较好的阴极电泳涂装,故对磷化膜的质量要求较高。
2 工艺管理要点
前处理工艺管理必须在从预脱脂到干燥的全工艺进行既细致又认真的管理,管理要点可分为下述4个工序里的几个因素。
(1)脱脂、表面调整——时间、温度、浓度、更新周期
(2)磷化——时间、温度、浓度、渣
(3)水洗——污染度、水质
(4)其他钢板表面状态、各工艺之间的问题。
其中最关键的因素是浓度、温度和时间三大要素,如果发生皮膜不良等问题时,在考虑到十分复杂的推定原因之前,首先要调整和确认浓度、温度和时间这些因素,这是十分重要的。
2.1脱脂
2.1.1加强槽液浓度管理
在使用过程中,脱脂剂会不断被消耗,使浓度降低,因此必须定时对脱脂槽液进行分析化验,定期地补加脱脂剂,以确保游离碱度(FAL)符合工艺要求。
脱脂虽然保持一定的浓度,但由于油份、纤维和铁粉等增加而进一步老化,为了防止降低脱脂性能,要进行定期更新。我们将脱脂液中含油量控制在5g/l以下,若超过则将槽液更新。为延长槽液的更新周期,我们采用油水分离装置,来除去脱脂液中的油污。
2.1.2加强槽液温度控制的管理
总的来说,温度越高,脱脂越彻底。但各种脱脂剂都有其合适的温度范围,过高的温度会使表面活性剂析出聚集如同油珠附着在表面上,造成磷化膜发花不均匀。故必须控制温度在工艺范围内,以确保脱脂质量。
2.1.3时间
在脱脂操作中,必须保证有足够的脱脂时间,但在流水作业中,往往不允许采用太长的时间,故我公司采用喷、浸结合的脱脂方式除去油污,喷淋清洗借助较大的机械作用力,彻底清洗车体外表面的油污,压力大,效果好。浸渍方法可以进一步清洗车体内部复杂结构内的油污,采用波浪式悬链,以增加车体与槽液之间的机械作用力。并且在车体进生产线之前,用溶剂汽油(120#)擦拭车体,以提高脱脂效率。
2.1.4其他
要想提高脱脂性能,除了加以药剂改善以外,从设备的物理性能上加以改善,也能得到很大的提高。比方说在处理槽的入口和出口安装喷淋装置及强化槽内搅拌等。
脱脂是前处理的第1个工序,由于油、纤维和铁粉等固体物混入槽液而造成配管、喷嘴和铁网等堵塞问题,因此有必要经常清扫这些设备零件。
2.2表面调整
表调液一般只需控制其pH值即可。这里pH管理值为8.59.5。pH值降低时既损失表调效果,又在钢板表面形成磷酸铁皮膜,而不能形成良好的磷酸锌皮膜。
表调应该注意水质,配槽时最好用纯水来配槽,并且要检查电导率。其电导率不大于200μs/cm,以避免水中杂质离子破坏胶体溶液的稳定性。为防止老化,引起磷化膜的粗大化,因此有必要进行定期更新。
2.3磷化
2.3.1浓度测定和管理
总酸度TA、游离酸度FA对磷化质量起着决定性作用。因为总酸度是反映磷化液浓度的指标,控制总酸度的意义在于使磷化液中成膜离子浓度保持在必要的范围内。而游离酸度反映磷化液中H+含量,控制游离酸度的意义在于控制磷化液中磷酸二氢盐的离解度,把成膜离子浓度预先设定在一个必须的范围。总酸高,磷化速度快,结晶细致均匀,同时还可以降低处理温度。但太高会造成膜太薄,防护性变差,过低膜厚而粗糙。游离酸首先参与酸蚀反应,
游离酸太高,酸蚀反应剧烈,形成大量气体,成膜速度慢,结晶粗大多孔,而腐蚀性差,易形成白斑。若大低,酸蚀反应太慢,不利于成膜。而且磷化液的稳定性受威胁,生成额外的残渣。
总酸度TA、游离酸度FA、促进剂AC这三个分析项目是每2h要进行1次检查,并记录下数值,如分析值不符合设定的管理值,按照计算出来的数量,加药剂。但由于大量地一次性添加药剂,槽液成份一定会变为不平衡的状态,所以必须连续地一滴一滴地添加药剂。
另外,促进剂即使生产线停止也在消耗,因此长期停产时注意促进剂的补加方法。不要添加高浓度的促进剂,最好是稀释到1/2-1/5的浓度。
2.3.2时间
生产线采用的是自动连续输送机,故对于处理时间几乎没有问题。但管理生产线的速度也是不可缺少的因素,除油不净、磷化时间不足、磷化膜形成不完全等,这样皮膜的耐腐蚀性是不理想的又不能过长,造成工件停滞空中氧化、吸潮泛黄。时间过长,由于结晶在已形成的膜上继续生长,可能产生有疏松表面的磷化膜。
2.3.3温度
提高温度能促进金属阳极溶解,加速磷酸盐的水解反应,从而加快成膜速度,增强磷化膜与金属的结合力,防腐蚀性也随之提高。但温度过高会使游离酸上升,增加铁的溶解,导致沉淀过多,槽液失去原有平衡,同时又会导致磷化结晶粗大,甚至把残渣堆积在热交换器的表面而降低热交换效率。由于渣量增加,堵塞配管和喷嘴,浮上来的渣再附着在钢板表面,而引起涂膜密着不良等问题。温度过低,成膜离子的浓度总达不到溶度积,不能生成完整的磷化膜。故温度的控制非常重要。
因此,应该采用低温型热交换方式,为了避免上述几个问题,有必要充分考虑处理槽内均匀化。
2.3.4渣
沉渣是磷酸盐水解反应的产物,沉渣会吸附于磷化膜造成挂渣。
挂渣将降低磷化膜的质量,影响电泳涂膜附着力。为避免沉渣过多,我公司使用FK过滤器除渣系统连续循环过滤磷化液,并定期翻槽。在采用浸渍式的场合,处理液的含渣量要控制到300ppm以下,每3个月检测一次,当超出规定值时,就要翻槽。
2.4水洗
2.4.1脱脂后的水洗
经过脱脂工艺处理的钢板表面,在水洗工艺或工艺之间容易氧化,而被造成铁膜或不均匀的皮膜。为避免这些问题,最好是水洗水的PH值为8-9。平时在生产过程中,被处理物把脱脂液带到下个工序而自然地变为碱性,这算是十分正常的状态。初期配槽时,故意添加碱性物而防止钢板表面氧化。
2.4.2表调工艺前的水洗
表调工艺前的水洗水的脱脂液稀释比率应该调整到50100分之一的浓度,同时要控制适当的给水量。另外,在通过水洗工艺途中容易使钢板表面氧化,并且在与下个工艺之间的去水段进行干燥而容易氧化,因此水洗水的温度要保持40℃以下,一般为常温即可。
2.4.3磷化后的水洗
磷化后的水洗,尤其是最后工艺的水洗水质有必要充分注意。水质不好又含大量电解物质的场合,会给涂装质量带来很大影响。因此必须检查电导率。纯水电导率一般在5μs/cm以下,滴水电导率控制在50μs/cm以下。
2.4.4脱脂、磷化的水污染度均控制在3.0以下。
2.4.5注意事项
随时注意清洗水槽的水位、水洗污染度、漂浮物多少,及时补充,定期更换。注意喷淋水管有无堵塞、损坏、能否喷淋到工件的各个部位。特别要注意前槽液因工件携带形成对后槽液的污染,一旦出现,必须马上处理。
2.5各工序之间的问题
磷酸锌处理全都是在淋湿的状态上才能进行的处理,如有钢板表面干燥,一定会造成最不理想的表面状态,因此,经常要检查工艺之间的钢板表面状态。
2.6其他
在白车体上前处理线前,要进行手工预清理以除去其在冲压、焊接过程中由于零件与地面接触而沾污的油泥、干涸的油污及焊接残留的焊渣、焊药、焊丝头、毛刺等,保证车体表面无锈、灰尘、无油污等。
注意针对不同形状的被涂物件,选取最合适的挂具。不合格或扭曲、损坏的挂具一律不得使用。大批量定型产品投入生产必须配置相应的专用挂具。
3 结束语
综上所述,磷化膜质量的优劣,主要取决于磷化工艺的选择和控制。可以说,没有严格的工艺管理,就没有好的涂层质量。

- 杜尔中国海外项目-Stellantis 集团摩洛哥盖尼特拉工厂三期涂装车间
0评论2025-03-20

- 杜尔为比亚迪欧洲首家工厂提供可持续喷涂设备
0评论2025-01-14

- 绿色足迹 未来启航 | 杜尔中国如何为可持续发展做出贡献?
0评论2024-12-13

- 杜尔为Stellantis集团建造节能涂装车间,可实现旧机器人再利用
0评论2024-11-22
- 杜尔中国举办2024客户开放日:未来涂装车间主题日
0评论2024-11-22

- 杜尔中国举办2024客户开放日:面向未来的总装NEXT.assembly主题日
0评论2024-11-22
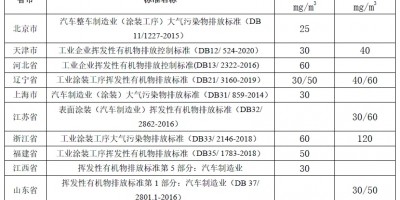
- 表面涂装(汽车制造)行业VOCs标准汇总清单
0评论2024-09-04
- 数种新汽车涂料与涂装工艺介绍
0评论2024-08-26

- 无过喷在玻璃喷涂上的应用实例
0评论2024-08-22

- 关于汽车涂装工艺,你不可不知的知识点
0评论2024-08-02