1.提要
近年,在冲压模具业界中超高张力钢零部件不断增加的背景下,模具的长寿命化要求也随之越来越高。目前SKD材作为冲压模具用材料占有主要地位,但随着模具的长寿命化要求越高,模具材料也向更高硬度化方向发展。另外,模具制作者为了提高模具的生产性,希望可以直接粗加工淬火钢等高硬度材料。由此可以预想到模具制作迈进了更高一个难度。
顺应这一市场需求,直接高效率加工高硬度材料就成为一个关键要素。
本文叙述的是使用机夹式刀具直接加工硬度比SKD11更硬的粉末高速钢进行探讨和摸索的加工案例。本次使用的是黛杰公司可换式刀头型机夹式刀具【QM快魔王(MQX)型】+【高硬度材料用高进给刀片(EPHW型)(图1)】,针对高硬度粉末高速模具钢的粗加工可行性进行了试验考证。

2.QM快魔王+高硬度材料用高进给刀片的特点
M快魔王是一款可以通装从粗加工到精加工刀片的机夹式多功能刀具。多刃型设计实现高进给加工。高硬度材料用高进给刀片采用耐热性能、耐氧化性能优良的极光系列纳米多层复合涂材质DH102,提高了针对加工高硬度材料时因高切削阻力而产生的切削热的耐久性。。
3.切削速度对刀具寿命的影响
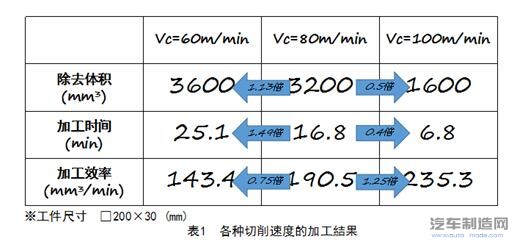
选定粉末高速钢HAP40(66HRC)为被加工材料,使用3种不同的切削速度做平面切削。刀具使用的是φ16、2刃型,切削参数:Vcc=60m/min、80m/min、100m/min、fz=0.15mm/t、App=0.1mm、Aee=4mm,顺铣、风冷。图2为加工轨迹,表1为加工结果。刀片的后刀面磨损VBB达到0.2mm后即判定为刀具寿命。

表1中如以Vc=80m/min的切屑去除率为基准,再与Vc=60m/min及Vc=100m/min的切屑去除率相比较,切屑去除体积就有显著的差别。Vc=80m/min为基准的话,Vc=60m/min时约为1.13倍;Vc=100m/min时约为0.5倍。再看加工效率虽有一点差别,但不如切屑去除率差距大。因此,可以验证出切削速度对刀具寿命的影响比加工效率更大。在实际的加工中,由于更换刀具需要一定的时间,所以,根据实际想达到的目的是提高加工效率还是刀具寿命,最佳的切削速度将各不相同。
4.SKD11及各种粉末高速钢的加工性比较
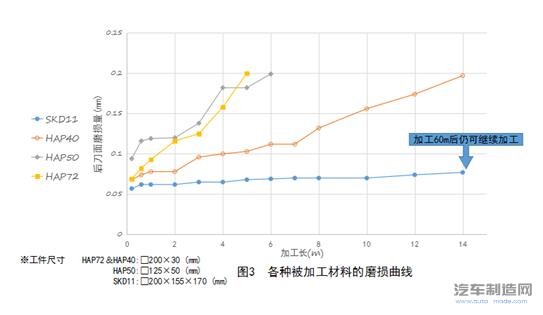
接下来使用多种粉末高速钢,针对SKD11(60HRC)对比了各自的加工性。对比中使用的粉末高速钢有HAP40(66HRC)、HAP50(68HRC)、HAP72(70HRC)3种,使用前述同样的刀具分别做前述同样的平面加工。切削参数:Vcc=60m/min、fz=0.15mm/t、Appp=0.1mm、Aee=4mm,顺铣、风冷。图3为刀具磨损曲线图,本次测试仍以后刀面磨损量VB为0.2mm即为寿命的标准。其中SKD11加工60m后刀片后刀面磨损量为0.17mm,仍可继续加工,但表中只列出加工到14m时的数据。
从图3的磨损曲线来看,与HAP40相比HAP50及HAP72的寿命极短,HAP40(66HRC)、HAP50(68HRC)、HAP72(70HRC)的硬度虽分别只提高2度,但从表中数据中可以看到60HRC以上的高硬度材料加工中,微量硬度的变化对刀具寿命带来很大的影响。
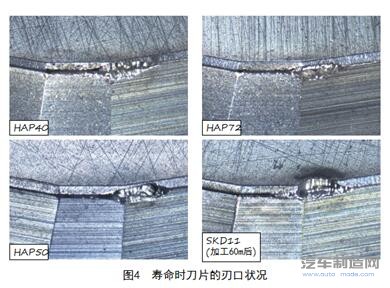
另外,在高硬度材料加工中,轴向分力呈逐步变大趋势,同时,随着后刀面磨损量的增加轴向分力随之增加。一般情况均是由此引起刀片前刀面出现贝壳状剥离从而决定刀片寿命。图4为已到寿命的刀片刃口状态。从照片中可以看出在本次试验中不仅是SKD11,连加工HAP72的刀片表面也未见贝状剥离,由此证实本刀具可稳定加工粉末高速钢。
5.总结
SKD11(60HRC)的高速粗加工成为常态的当下,模具的更进一步长寿命化变成新的目标、模具硬度从60HRC升到65HRC的高硬度慢慢也变成了新常态、甚至到70HRC的高硬度时代来临!
通过本次验证试验,本公司QM快魔王高硬度刀片不仅是可以加工60HRC程度的高硬度材料,甚至可加工更高硬度的材料亦可稳定切削。今后,我们将继续推进本次的验证,开发更好、更适合65HRC以上的粉末高速钢用的刀具,寻求更加实用的高效率切削参数,为模具制造业的转型升级贡献全力。









