0 引言
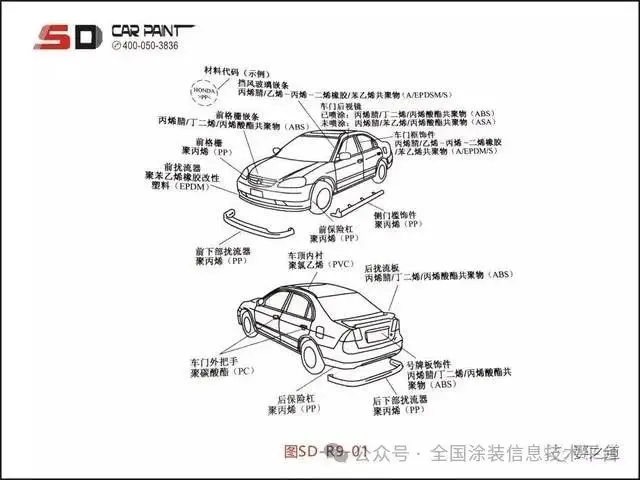
保险杠是汽车上重要的塑料件,随着汽车的大面积普及,消费者对保险杠的要求也越来越高,不仅要求颜色绚丽,更要求与车身颜色完全一致,这就对喷涂工艺提出了更高的要求。
汽车保险杠所用材料为塑料,目前占主流的是PP(改性聚丙烯)材料。由于塑料的不导电性、材质软、不耐高温等特性,其涂装工艺与车身涂装相比有其特殊性,本文在调试经验的基础上,对塑料件喷漆调试工艺进行了系统性说明。
1 喷漆工艺流程
与车身喷漆工艺一样,保险杠喷漆工艺也有3C2B和3C1B之分,笔者所在工厂使用3C1B工艺,工艺流程如下:
前处理→水分烘干→火焰处理→底漆喷涂→流平→色漆喷涂→流平→清漆喷涂→流平→烘干→下件抛光
1.1 油漆
与车身所用油漆种类一样,保险杠所用油漆也分水性漆和溶剂型漆。水性漆,受限于成本高、施工工艺难度大及耐候性不佳等因素,目前并没有被广泛使用,主要还是应用溶剂型漆(3C2B或3C1B)。笔者所在工厂采用溶剂型3C1B工艺。
由于塑料件不耐高温,所用油漆需为低温烘干型,烘干温度需低于90 ℃。通常使用溶剂型1K底漆和1K色漆,2K溶剂型低温清漆。
由于塑料件是绝缘体,为提高油漆利用率,需使用可导电的底漆。可导电的底漆喷涂时使用空气喷涂,底漆将保险杠和支具连接形成导电体,后续色漆和清漆喷涂时即可使用静电喷涂,以提高油漆利用漆并提高金属漆的喷涂效果。对于底漆的导电性,一般要求底漆电阻<0.3 MΩ。
油漆的黏度越高,其雾化效果越差,不利于喷涂效率的提高,通常可取13~20 s(DIN4#/ 23℃)。
1.2 火焰处理
塑料的表面张力低于金属,属于低表面能物质,故不利于涂膜的附着。为增强塑料件的附着力或释放塑料件内应力需采取火焰处理、提前烘烤、在塑料件表面用溶剂擦拭以去除内应力等措施,这些表面处理的方法如选用适当会大大提高塑料件的施工性能。
塑料对涂料的附着力差,是因为塑料分子极性小、结晶度大、表面张力低、浸润性差、表面光滑,直接喷涂油漆容易导致漆膜脱落等质量缺陷。使用机器人等离子火焰处理工艺,以1 000~2 800 ℃的高温丙烷或天然气火焰快速接触工件表面,可以使塑料件表层分子局部氧化以改善其表面的浸润性和附着性。火焰处理的另一功能是可以消除塑料表面的毛刺,提高喷涂合格率。
火焰处理的效果如何,需要使用达因药水进行检测。将不同浓度的达因药水涂抹在经火焰处理后的保险杠表面,若药水在3 s内保持均匀,说明处理后的表面张力好于对应浓度药水的表面张力,若药水收缩成液滴,则表面张力低于此浓度药水的表面张力。一般来讲,保险杠表面张力介于浓度为38%~44%的达因药水的表面张力时即可。如果火焰处理过度,保险杠表面张力过大,容易造成漆膜流挂。需要注意的是,火焰处理20 min后,保险杠表面张力会逐渐恢复,因此,需在20 min内进行喷涂。
1.3 工艺条件
喷漆环境:温度要求(23±2)℃,相对湿度要求(65±5)%。据经验,北方秋冬季节夜间温度低,喷漆室温度不易控制,夜间生产时可将清漆流量降低3%左右,可有效避免流挂等缺陷产生同时可保证生产连续进行。
流平时间:底漆、色漆喷涂后需保证7~10 min的流平时间,以保证油漆充分流平和闪干。清漆后需保证10~15 min的流平时间,充足的流平时间不仅可以保证良好的外观效果,还可以避免痱子等缺陷的产生。如流平时间不足,可以通过调整油漆中快干溶剂的加入量以调整漆膜闪干效果。
烘干温度:塑料件不耐高温,烘干温度一般需要<90 ℃。烘干条件为80℃/30 min或85℃/25 min,升温速度小于7 ℃/min较好。
风速:需保证风速大于0.3 m/s,否则过喷漆雾不易控制,容易污染已喷涂部位。
2 喷涂调试
2.1 仿形注意事项
保险杠喷涂,由于静电效应来自底漆的导电性,静电效应不如车身喷涂,因此喷涂枪距(旋杯与保险杠表面间的距离)比车身喷涂稍小,一般为175-200 mm。喷涂间距(喷涂行间距)可为60~100mm,一般为80 mm。
喷涂速度一般为400~800 mm/s。
喷涂顺序可分从下至上和从上至下2种。从仿形编制上考虑,前者更容易且更常规一点,但如果喷漆室风速控制不好,则喷涂上部时,漆雾会落至已喷涂的下部,形成漆膜缺陷。从这一点考虑,喷涂顺序采用从上至下时效果更好。
由于保险杠材质较软,安装在支具上后,形状会有变化。因此靠三维模型制作的离线仿形无法直接用到现场,需要现场示教,逐点校正。需要注意的是,保险杠左/右侧的仿形无法直接镜像,仿形时一定要注意左/右侧轨迹的对称性,同时由于难以保证喷涂角度完全对称,喷涂刷子号要分开设置,以上两点便于喷涂参数的调整以达到一致的外观质量。
2.2 喷涂参数
关于喷涂参数,首先要了解喷涂机器人配置。
喷漆机器人可使用壁挂式或底座式均可,具体使用何种方式可根据喷房宽度及保险杠支具形态来确定。
喷漆工艺配置方式如表1所列。
表1 喷涂工艺配置
|
配置方式 |
PR |
BC |
CC |
|
配置1 |
旋杯(无静电) |
旋杯(带静电)+喷枪 |
喷枪(带静电)+旋杯 |
|
配置2 |
旋杯(无静电) |
旋杯(带静电)+旋杯(带静电) |
旋杯(带静电)+旋杯(带静电) |
配置1:目前绝大部分保险杠生产工厂均使用此种工艺配置,其优点是:BC第1道静电旋杯喷涂可保证较高的上漆率,并可保证漆膜均匀,主要作用是提高膜厚;第2道使用空气喷枪,主要作用是使用高速空气流来调整金属漆中的铝粉排列,便于漆膜明度调整,同时由于喷幅可灵活设置,便于边角及凹槽部位的上漆。CC第1道喷涂使用空气喷枪,主要作用是保证边角及凹槽部位的上漆,同时大面上浅喷一层清漆;第2道使用静电旋杯,即要保证大面喷涂,提高上漆率,保证膜厚达到要求,提高膜厚,提高外观效果。根据经验,CC第1道和第1道喷涂膜厚比例为3∶7或4∶6时,效果最好。此工艺对桔皮的改善效果很好,有利于改善外观效果。
配置2:使用此配置的前提条件是,机器人雾化器配置双成形空气环且可使喷幅呈螺旋形(有利于边角和凹槽部位的上漆),此配置的优点是上漆率高,漆膜均匀,缺点是金属漆中的铝粉排列不易控制,明度调整困难。如果BC第2道配置8 bar压缩空气,则会有利于金属漆明度的调整。
笔者所在工厂使用配置2,旋杯口径为59 mm,使用双成型空气,内环为斜孔,控制喷幅成螺旋状,有利于复杂面喷涂,喷涂力度大,属硬喷涂,有利于控制铝粉排列;外环为直孔,控制喷幅大小,喷涂力度小,属软喷涂。常用喷涂参数如表2所示
表2 喷涂参数范围
|
项目 |
PR |
BC1 |
BC2 |
CC |
|
流量/(cc·min-1) |
200~350 |
150~300 |
150~300 |
150~250 |
|
外环成型空气1 /(L·min-1,) |
200~400 |
200~500 |
200~500 |
200~500 |
|
内环成型空气2 /(Nl·min-1,) |
200~400 |
200~300 |
200~500 |
200~400 |
|
电压/KV |
0 |
30~50 |
30~50 |
30~50 |
|
转速/(kr·min-1) |
30~40 |
30~40 |
30~40 |
30~40 |
|
移动速度/(mm·s-1) |
400~800 |
400~800 |
400~800 |
400~800 |
|
喷涂间距/mm |
175~200 |
175~200 |
175~200 |
175~200 |
|
枪距/mm |
60~100 |
60~100 |
60~100 |
60~100 |
金属漆喷涂时,色漆第1道使用软喷涂,以提高膜厚为主,第2道使用硬喷涂,以改善铝粉排列,调整明度为主。膜厚比例以7∶3或6∶4为佳。
2.3 膜厚
对于3C1B喷涂工艺,常规的膜厚要求见表3所列。
表3 膜厚要求
|
类别 |
底漆/μm |
色漆/μm |
清漆/μm |
|
素色漆(白、红等) |
8~10 |
20~30 |
>35 |
|
金属漆(金、银等) |
10~15 |
膜厚测试仍以贴板测试为主,但要注意:由于保险杠本身没有导电性,底漆使用空气喷涂(无静电),膜厚测试直接贴板即可。但色漆和清漆测试时就需要保证导电性,在保险杠表面贴板,将测试板需要测量膜厚的部位用胶带遮住,喷涂完底漆后再揭掉,然后喷涂色漆或清漆,烘干后可测试膜厚。由于无法保证测试板表面的导电性与带底漆的保险杠完全一致,此方法只可用于初步膜厚测试。精确的膜厚数据要通过将保险杠剪成小片,然后用显微镜观察并测量涂层的精确膜厚。根据笔者经验,这两种测试方法的膜厚数据差别<10%。
2.4 色差控制
保险杠喷涂调试的最大难点就是颜色控制,由于保险杠颜色需要与车身匹配,在阳光下目视颜色无差别,颜色调试才算成功。
对于素色漆(白色、黑色、红色等),基本上颜色只随膜厚变化而有所变化,颜色调整相对容易,正常情况下只需保证膜厚达标且均匀即可。如果膜厚已达标,而颜色仍有偏差,说明油漆本身颜色不正,需要由油漆厂家根据色差测试结果在油漆中加入需要的色浆以对颜色进调地整。
对于金属漆(金色、银色等),由于其中的铝粉排列会引起随角异色效应,颜色调整难度较大,不仅涉及色相的调整,明度调整更是关键。关于色相(a值、b值)调整,如同素色漆一样,需要保证膜厚并适当在油漆中加入色浆来进行调整。关于明度(L值)调整,需做以下说明。
图1为多角度测量所使用的角度,15°、25°为近镜面反射角,其镜面反射色主要受金属片或珠光粉颜料的定向排列影响。45°为直视角,是目视样板的最佳角度,受铝粉珠光粉排列与着色颜料的双重影响。75°和110°为侧视角,受着色颜料影响最大。
喷涂工艺不同,金属漆中铝粉排列会有很大差别,图2和3是两种典型的排列方式,
图2中铝粉趋于横向排列,各角度均有反射,效果较好。色漆漆膜喷得干一点,第2道喷涂时空气力度大一点,有利于铝粉趋于横向排列。色漆第2道使用空气喷枪,效果会更好。
图3中铝粉竖向排列,小角度由于反射受阻,L值偏低发暗。色漆第2道使用旋杯喷涂时,由于受旋转力及静电影响,铝粉倾向竖直排列,L值调整难度较大,喷漆调试时需要多做测试。
根据笔者经验及与油漆厂家交流,喷涂参数对湿膜状态及L值的影响趋势见表4。喷漆调试时可以根据多角度测量原理及表4所示趋势对L值进行调整。
表4 喷涂参数对湿膜状态及L值的影响
|
静电旋杯参数 |
变化趋势 |
湿膜状态 |
雾化程度 |
小角度L值 |
|
|
旋杯转速 |
增大 |
变干 |
变细 |
变浅 |
|
|
成形空气量 |
增大 |
变湿 |
~~~ |
变深 |
|
|
油漆流量 |
增大 |
变湿 |
变粗 |
变深 |
|
|
高压 |
增大 |
变湿 |
变粗 |
变深 |
|
|
喷杯与车身距离 |
增大 |
变干 |
~~~ |
变浅 |
|
另外,在色漆中加入白浆或树脂也会对L值产生影响。根据经验,加入白浆后,会增大着色颜料对光线的反射,L值小角度会降低,大角度上升;加入树脂后,树脂包裹铝粉使其趋向于横向排列,L值小角度上升,大角度降低。
关于色差控制范围,不同的汽车主机厂有不同的控制要求,但通常都在表5所示范围内。
表5 色差控制范围
|
类别 |
ΔL(25°/45°/75°) |
Δa(25°/45°/75°) |
Δb(25°/45°/75°) |
|
金属漆 |
±1.5 |
±0.5 |
±0.5 |
|
素色漆 |
±1.0 |
±0.3 |
±0.3 |
3 主要质量缺陷
调试过程中常见的质量缺陷有以下几种:
1) 流挂:这是最常见的质量缺陷,主要通过调整喷涂流量并辅以成型空气的调整来解决。
2) 橘皮:保险杠对桔皮的要求并不如车身严格,评判以目视为主,数据为辅。改善主要通过调整清漆喷涂参数及清漆两道喷涂比例来实现,清漆第1道薄一点,第2道厚一点,对橘皮效果较好。另外,在保证色漆无流挂的前提下,适当降低色漆黏度,改善色漆流平效果,对橘皮的改善效果非常好。
3) 失光:主要原因是色漆层喷涂过湿,清漆覆盖后在烘干时,色漆中的溶剂上溢进入清漆层,造成失光现象。调整色漆中快干/慢干溶剂的加入量是解决失光的最有效方法,同时,通过喷涂参数的调整以改善漆膜干湿效果也是常用方法。
4) 疵点:常见于金属漆,主要是因铝粉报团造成。通过在色漆中添加强溶剂以提高铝粉溶解性或在色漆中加入特定树脂(直接加5%~10%的清漆即可)以包裹铝粉,可以有效解决铝粉报团现象的出象,同时,适当提高旋杯转速也是辅助方法。
5) 铝粉冒尖:主要是竖向排列的铝粉过多造成,将色漆喷涂得湿一点、增加成型空气力度或降低喷涂电压均有利于铝粉的横向排列,可以解决此问题。
6) 发花:在银色漆喷涂时尤为明显,主要解决方法是保证喷涂间距、流量及喷幅的一致性,保证喷涂的均匀性。同时,在色漆中加入适量的树脂(清漆即可),可有效改善铝粉的排列效果,对解决发花效果很好。
7) 起泡:色漆和清漆均喷涂过厚,烘干时会有起泡现出现,调整色漆和清漆膜厚可解决。
8) 针孔:色漆喷涂过厚,清漆稍薄,会出现针孔,调整色漆膜厚可解决。起泡和针孔的原因基本一致,均是由色漆中溶剂外溢造成,只是由于清漆层的厚度不同而造成现象有所差异。
9) 清漆点:旋杯长期不清洗时会造成清漆雾化不良,喷涂上部时漆雾落在下部已喷涂表面就会形成清漆点。彻底清洗旋杯并调整喷漆室风速可解决此问题。
10)少漆:保险杠结构复杂,容易造成凹槽、缝隙等局部少漆。仿形调整时需要注意这些细节部位,并对喷涂参数进行针对性调整。
4 结语
保险杠由于其材质软、不导电、结构复杂等不同于车身的属性,其喷漆工艺调试有显著不同,难度颇大,尤其是色差控制需要很多次测试,直到与车身颜色一致。本文对喷漆调试的过程进行了祥细说明,寄望对读者有所借鉴。