DMG MORI率先在全功能的5轴铣削加工中心中集成激光堆焊增材制造技术。这是一个巧妙的复合加工解决方案,不仅拥有增材制造的高灵活性,还拥有机械加工的高精度,因此它能用增材方式生产成品工件质量的完整工件。该工艺采用金属粉喷粉的堆焊技术,能进行完整加工,无需工艺腔,生产速度是粉床成形速度的10倍。还能生产无支撑件的悬伸轮廓。在一台机床中集成激光堆焊与机械加工技术开启了全新应用和全新几何结构。特别是,该复合加工技术将有效降低大型工件的生产成本。此外,激光堆焊与铣削加工可以灵活地切换,直接加工在成品工件中无法接触到的部位。
近几年来,增材制造市场快速地发展。到目前为止,增材制造都局限于生产其它任何传统方法无法生产的原型件和小型工件上。将增材制造与金属切削加工工艺集中在一台机床中,用增材工艺补充和扩展传统的机械加工工艺。
增材制造应用的LASERTEC 65 3D是在德克尔马豪全功能5轴铣削加工中心中搭载激光堆焊加工的2.5 kW二极管激光器,该机以高稳定性的monoBLOCK®机床结构为基础,提供高精度的铣削加工能力。“LASERTEC 65 3D可以全自动地在铣削加工与激光堆焊加工之间切换,它是加工复杂工件的理想选择,例如带底切的工件,也是维修任务和模具、机械工程和医疗器械行业进行局部或整体喷涂加工的理想选择”,位于弗朗顿的SAUER LASERTEC公司的增材制造产品经理Richard Kellett说。

DMG MORI的LASERTEC 65 3D集激光堆焊技术与全功能5轴铣削技术于一身
用增材方式生产大型工件
与粉床的激光烧熔不同,激光堆焊可通过粉末喷嘴生产大型工件。成形速度平均为750 g/h,比粉床的激光成形速度快10倍。与铣削加工的结合开创了全新的应用。工件可通过多个步骤成形,铣削加工与堆焊加工交替地进行,这将使成品工件中由于结构限制使铣刀无法接近的部位在最终成形前进行加工并达到最终精度要求。
复合加工机床综合了铣削加工的优点,例如高精度和高表面质量,与粉末堆焊的优点,例如高灵活性和快速成形。“对于整体构件,其铣削加工的材料切除率达95 %,如用增材制造方法,只需要堆焊所需的部位”,Richard Kellett介绍说。
该机配21.5" ERGOline®控制面板,Operate 4.5版SIEMENS 840D solutionline数控系统。激光堆焊的控制系统在单独电气柜内,因此能非常容易地将它集成到其它DMG MORI机床中。

在一台机床上集成激光堆焊与机械加工技术,开启全新应用和全新几何结构
3D轮廓的生产
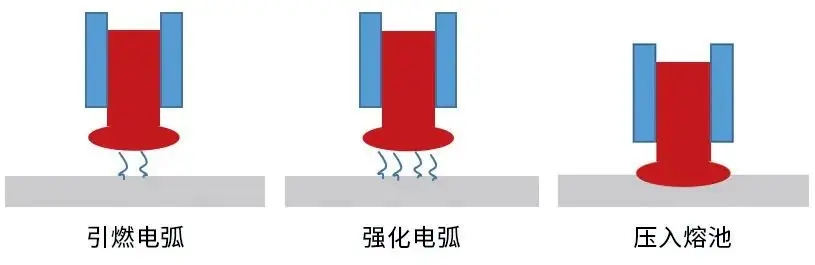
用二极管激光器将金属粉逐层地堆焊在基体材料上并与基体材料结为一体,形成的工件没有气孔或裂纹。金属粉被高强度地焊在表面上。堆焊期间,用同轴惰性气体避免氧化。金属层冷却成形后进行机械加工。
作为一项独立的技术,激光堆焊早已是一项成熟的技术,适合集成在DMG MORI高质量的数控机床中。“切削加工与增材制造结合在一起的复合加工技术在未来将愈发重要,它提供了全新的应用并带给用户突出的优势”,Richard Kellett说。
它的优点之一是能逐层堆焊不同的材质。现在使用两套光学系统,焊缝宽度1.6 mm或3 mm。即使非常复杂的3D轮廓也不需要支撑结构就能堆焊成形。
每一层在堆焊后,对于以后铣刀或由于几何原因其它刀具无法接近的部位进行高精度地切削加工。将两种加工方式结合在一起,对于模具的维修和生产具有突出的优点。还有其它许多应用,例如轻型工件、原型件或小批量生产的零件 – 特别是大型工件制造行业,由于空间限制,无法使用其它增材制造技术。

激光堆焊技术允许用金属粉喷嘴使用两种不同的材质
经济的解决方案
大型机床,例如加工能源或航空航天业大型零件的机床都非常昂贵。将粗加工、堆焊和精加工集中在一台机床中,对于客户的资金十分有益。
这里,重要的新技术是一个工件能用两种材质堆焊。允许交替地使用不同的材质,在一个工件上达到特殊的目的。例如,用该方法可生产硬材与软材结合的工件。提高工件性能,同时更经济地使用价格高昂的材质。而且,工件性能可以事先用程序定义,在数控程序控制下切换粉末材质进行增材制造和重复性的制造。这对于刀具制造业的刀片生产具有积极的意义。价廉的高韧性材质作为刀体,而超硬材质,例如硬度大约高达62 HRC的高速钢作为刀片。初步测试表明,由于灵活地将韧性刀体与高硬度刀片结合在一起,增材制造的刀具寿命较长。
在能源和石油工业,通常必须对工件喷涂耐蚀合金,以避免磨损。堆焊技术能保护许多用在恶劣环境中的工件,例如管、接头、法兰和特殊结构件。这种复合加工技术能在一台机床上执行基体材料的全部加工、喷涂和精加工。因此,能节省成本和缩短生产的周期时间。
LASERTEC 65 3D的亮点
· 巧妙地结合激光堆焊技术与铣削加工技术,确保高表面质量和工件精度
· 喷粉方式的激光堆焊比粉床方式快10倍
· 也适用于整个工件
· 适用于大量3D几何,无需支撑结构,甚至可带底切
· 涡轮部件和模具的维修
· 磨损层的喷涂
· 全自动地切换铣削加工与激光堆焊加工的完整加工
· 大型加工区,工件直径可达500 mm,高度可达400 mm和最大重量达600 kg
· 易接近性和操作舒适性:操作门开度达1,430 mm,能从正面轻松地接近
· 占地面积仅需12 m²