激光焊接是工业生产中一种较为先进的焊接技术,从20世纪80年代开始,伴随着千瓦级激光技术的成熟,激光焊接开始逐步推广,现在激光焊接技术广泛被应运在高精制造领域。
在行业里,激光焊接已经成为汽车产品可靠安全性的又一代名词。作为汽车品牌的后起之秀,众泰汽车也在逐步推广应用激光焊接技术,目前众泰汽车已经在SR、大迈X7等系列车型的顶盖、背门等车身重要区域运用了激光焊接技术。

激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法,相比于传统的点焊有着诸多优势,能大幅度提升汽车各方面的性能:
焊接质量更好,激光焊采用热熔焊丝填充缝隙的技术,焊接后车身钣金材料整体贴合,焊接表面光顺一体,整体焊接质量极其优秀。普通的点焊虽然焊接成本低,但焊接后存在有焊瘤、焊穿、包面气孔气泡的潜在焊接缺陷。

焊接速度快,激光焊的焊接速度为5~6米/分钟;点焊的速度为平均1个/3秒。以汽车的顶盖为例,顶盖需点焊的焊点约100个。如用点焊单人焊接将耗时5分钟。换成激光焊接,单个激光焊头焊接4米长的区域,耗时仅0.8分钟。

焊接后密封效果好,激光焊的焊接方式为线焊接,所焊接的车身钣金区域,整体焊接,达到完全密封,完美的解决了车身不能漏水、漏气的密封要求。点焊为非连续焊接,焊点之间不可避免的存在距离,焊点之间的搭接区域就可能存在间隙,为了满足车身不能漏水、漏气的密封要求必须辅助以密封胶来实现。

激光焊接部位强度更高,通过拉力试验测试可以发现,1个焊点拉裂需要施加的力约为3500牛,激光焊接形成同等长度的焊缝强度是点焊强度的1.5倍。

激光焊接需要设计的焊接边短,可以有效减轻车身重量:激光焊设计的搭接边为零贴合,设计时只需考虑钣金本身的冲压成型工艺性适合即可;点焊的搭接料边设计时需兼顾焊点的空间。根据不同的板厚宽度一般在16毫米左右,料边的加长就意味着车身的重量更重。

焊接外观更加美观:激光焊接形成的最终外观,线条光滑整齐,整体有质感。点焊形成的外观凸凹不平,有焊坑、棱角、毛刺等固有缺陷,通常需要增加装饰条进行遮挡。

作为一项高技术含量的焊接技术,激光焊一般会优先选择运用在对车身外观区域,因为车身外观区域对焊接质量要求高的区域。这些区域的焊接如果选用点焊,焊接空间有限,工艺布置将十分复杂,会造成焊接质量差,无法达到设计预期的外观质量效果。


例如,车身顶盖区域和背门区域,焊接区域十分狭长,同时有对车身密封性的设计要求;侧围区域是因为焊接区不但狭长而且形状异常复杂;门洞区域是因为焊接区域狭长且平整,焊接空间空旷,适合用激光焊替代点焊来提升车门密封胶条的密封效果。


通过激光焊接的大范围运用不仅可以提示汽车美观度、提高生产效率,同时也可以有效提升整车刚度,进而提高汽车的安全性。
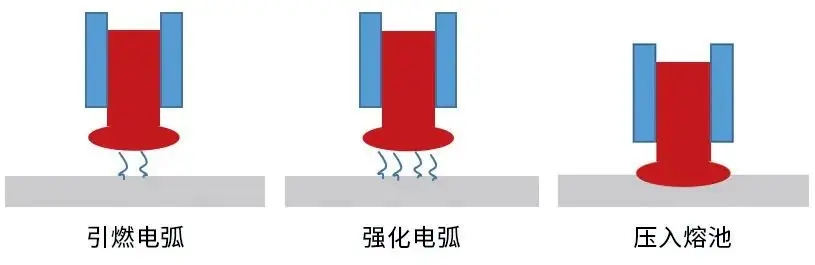
众泰目前使用的是激光源来熔化焊丝填充焊缝技术,要求衔接部位之间零间隙贴合,形成一条缝隙来进行激光焊接。以车身顶盖设计为例,激光焊重点考虑顶盖加强板与顶盖的特殊连接方式,同时要考虑对顶盖冲压成型工艺质量的要求,此外还要考虑顶盖与车身的搭接方式设计,车身焊接完成后整体的尺寸偏差对设计结构的影响。通过大量的实验验证和现场分析,我们认为顶盖搭接边整体弧度翻边角度和均匀度要控制在0.3mm才能满足激光焊的焊接质量要求。
顶盖的安装焊接是车身的最后工序,也直接决定了汽车美观度和车身强度,由顶盖总成和车身总成焊接而成最终的白车身总成。除了不同部件自身的性能,顶盖总成和车身总成断开面的设计结构也决定了整车的结构性能。
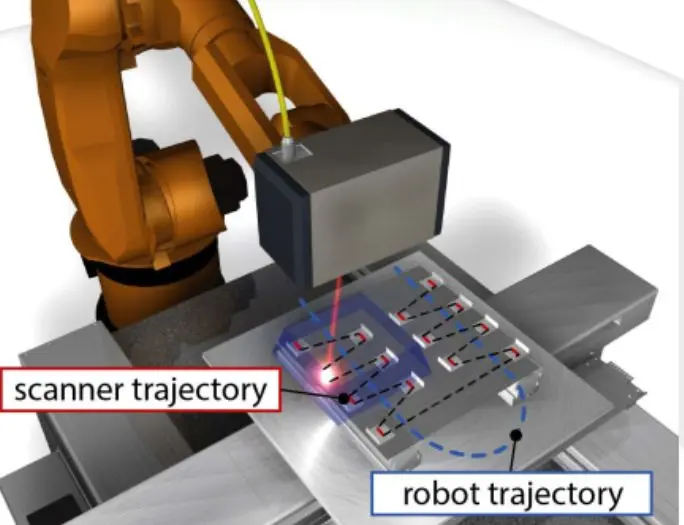
众泰SR系列车型的顶盖总成与车身总成采用翻边式的焊接结构,通过激光焊融化焊丝填充缝隙,用机器人打磨外观使其美观。这样的好处是焊接后焊缝美观无需顶饰条装饰,节省了顶饰条的开发和使用。