冲压机器人的特点
机器人能在恶劣环境下连续工作,并具有工作灵活、精准度高等特点,足以保证产品的质量、提高生产效率并减轻操作人员劳动强度。日本安川MOTOMAN-EPH4000D/EPH130RLD机器人是专门为冲压上下料而设计制造的,其结构形式与普通机器人相比有如下特点:
1. 应用专用减速机
MOTOMAN-EPH4000D/EPH130RLD 机器人应用专用减速机,可以高速运行,寿命比普通机器人更长。
2. 配置平行四连杆机构
MOTOMAN-EPH4000D 配置平行四连杆机构,便于端拾器自动调整方向,可以快速地传递工件。
3. 具备很强的扩展应用能力
MOTOMAN-EPH4000D/EPH130RLD 机器人具备很强的扩展应用能力。利用机器人离线编程功能,可以在计算机上直接进行编程示教、模拟仿真,然后导入机器人控制系统内,基本不做修改就可以启动运行。
4. 具有中文界面的操作系统
该系列机器人还具有中文界面的操作系统,使操作者能在很短的时间内掌握机器人的基本操作功能。
安川机器人冲压生产线
1. 生产线介绍
该机器人冲压生产线(见图1)用于冲压汽车车桥零件,工件输送采用机器人自动传输方式,其中人工将工件放置在拆跺台上,拆跺台靠磁力进行定位夹紧,拆垛机器人抓取工件进行双料检测,随后送至压机内,中间4 台机器人进行不同工序的搬运冲压,最后卸料工序由两台卸料机器人组成,针对双工位冲压进行快速卸料。
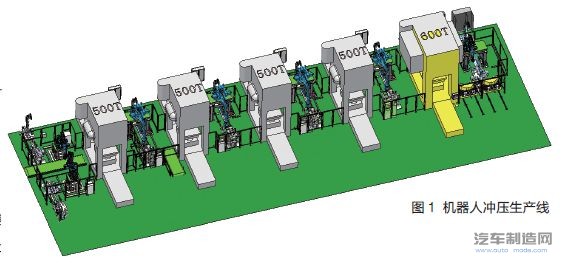
(1)总体布局包括压力机和冲压自动化系统,其中冲压自动化系统通常包含拆垛系统、自动传输系统和线尾出料系统。该系统将工人上料工位与端拾器更换分开布置,保证了系统操作的安全和简便。
(2) 该生产线选用日本安川生产的MOTOMANEPH130RLD/EPH4000D 机器人。机器人操作说明书全部为中文,简单易学、便于掌握且使用方便;机器人操作盒拥有超大屏幕,包含中英文双语显示并可快速切换,屏幕窗口显示采用下拉式菜单,使编辑操作过程简单易行。
(3)从生产线控制来看,该系统能在手动、自动两种状态下进行快速切换。系统运行状态及系统报警可在主操作盘上显示;系统具有故障自诊断功能;控制系统灵敏可靠、故障少,且操作和维护方便。自动化冲压线的控制采用三菱Q 系列高性能CPU。压机PLC 与整线PLC 之间采用CC-link 现场总线形式通信。周边传感器等通过总线和相应的PLC 或远程I/O 单元通信。整线PLC 与机器人控制系统之间通过CC-link 总线进行数据交换。配备相关安全装置,确保有故障时及时报警或停机,确保操作人员安全。
(4)从系统的应用适应性来看,该系统为柔性系统,对不同尺寸、不同类型的冲压具有良好的适应性,更换不同的端拾器即可,适用于多车型的柔性生产。
2. 生产线功能及特点
(1)功能:整线生产节拍,空运转CT 值为6s ;整线满足零件从第一台压机工序上料至第四台压机下料(含皮带机)的自动搬送功能,具有全线自动运转及单台压机手动生产两种生产模式;满足零件在搬送过程实现上下翻转以及水平旋转功能要求;采用便捷式拆垛平台,满足整线生产以及多工序生产需求;全线自动化集成(含安全联锁、急停、循环停止、启动和节拍控制等);采用便捷式皮带机对物料进行传输;满足冲压生产的多工艺性要求,比如冲压线同时满足2 ~ 3种工件同时生产。
(2)特点:该系统提高了冲压设备的自动化程度,同时还可减轻操作人员的劳动强度;冲压生产线运行成功率最小达到90% ;自动搬运系统故障时预留人工操作空间,以减少机器人故障造成的停产时间;与主控系统实现连锁控制;压机具有模具自动识别功能。
3. 主要结构
(1)机器人
该生产线采用了7 套机器人,包括3 套EPH130RLD 机器人和4 套EPH4000D 机器人。MOTOMAN-EPH130RLD/EPH4000D 机器人均采用了新型交流伺服电动机驱动系统,具有结构紧凑、高输出、响应快、高可靠性和维护保养方便等特点。因此机器人本体更紧凑、更灵活,同时具有了更大的运动空间和更好的稳定性,以及可以适应各种工艺姿态的卓越性能。机器人持重130 kg/200 kg,作业半径R为3 474 mm/3 505 mm。同时,MOTOMAN-EPH130RLD/EPH4000D 机器人具有非常简单的示教及编程特性。
安川机器人EPH130RLD/EPH4000D 具备客户化定制界面,例如针对冲压自动化的软件包(选项);控制器软件能够最大限度地压缩新生产线的学习和设置时间,显著提高工作效率;模块化程序结构、程序向导以及图形化生产窗口,有助于加快操作员与机器人程序员的掌握进度。
软件包含优化功能,当生产稳定运行一段时间之后,可以进行机器人/ 压力机的优化工作,以提高整线的生产节拍。优化是机器人/ 压力机提前发送信号给相邻设备,使相邻设备提前进行动作,从而提高生产效率。
(2)拆跺机
该生产线采用两套拆垛机(见图2),具备自动切换抓取工件的模式,主要由磁力装置、调整装置、检测装置、框架及滑行装置组成。

工件在拆垛台首先放料时粗定位,然后通过磁性分张器对垛料进行分张,降低拆垛时吸双料的故障率。拆垛台配置末料检测装置,检测机器人拆垛完成时,机器人自动进入待料状态,放完料之后,快速恢复生产。
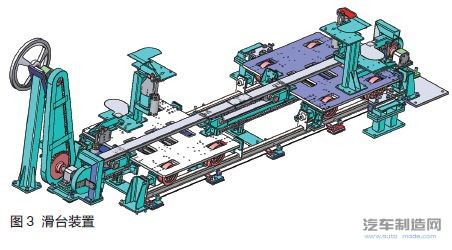
(3)端拾器放置滑台装置
该生产线的所有端拾器均采用自动切换方式,由手轮、滑轨、端拾器定位机构及滑台定位装置组成,如图3 所示。
(4)端拾器
端拾器(见图4)主要应用在现有钣金件冲压自动化生产过程中,为机器人对零件进行搬送的工装。它安装在压机的上下料机器人上, 通过轨迹示教, 带动端拾器按照预设轨迹完成对工件的拾取工作。

目前汽车冲压线的生产过程中,采用铝型材进行端拾器设计和制造,利用其轻量化、高强度和高刚性的特点,使机器人端拾器在搬送零件时减轻负载、减小晃动,提高在零件搬送过程中的稳定性。
该生产线上的端拾器采用标准化通用设计,保证一种端拾器满足多种工件的需求;利用电永磁铁,满足负荷需求的同时,增加了搬运过程的稳定性。
此外,在设计端拾器时,我们会根据客户现有的实际情况进行针对性设计,保证其通用、可靠,并确保端拾器手动调整方便、快捷且牢固可靠。
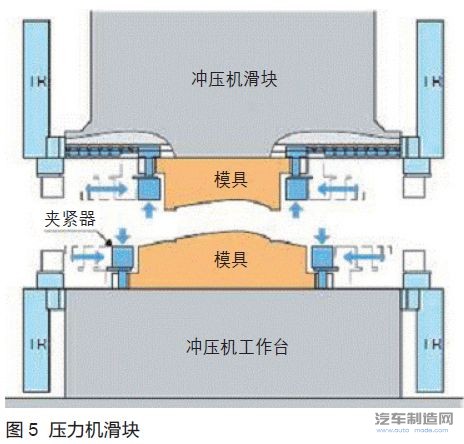
(5)压机装置
压力机滑块增加PASCAL 自行走式夹紧器,一次性安装,模具夹紧简单、可靠。
①压力机上模采用自行走式夹紧器对上模或者上模垫板进行自动夹装。
②自行走式夹紧器由气缸和特殊的链条构成,可以使夹紧器在T 型槽内自由滑动行走,满足不同尺寸的模具及垫板的需求。
③采用4 个夹紧器,每个夹紧器夹紧力为98.0kN,保证模具安全稳定地工作。
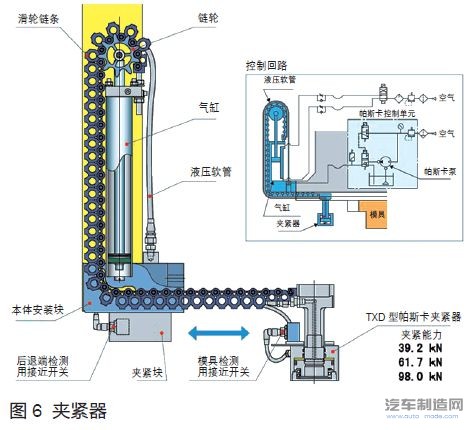
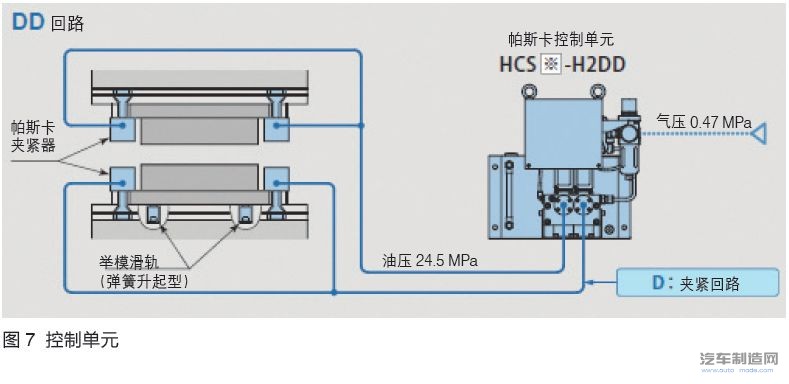
④独立的控制单元,控制单元由泵与不漏阀的机能有机地结合形成的电气控制(电磁阀操作)的油压控制单元。小型不占空间的HCS 最适合用于小型、中型压力机的模具夹紧器控制。HCS控制单元安装在滑块内部,节省空间,不影响维护。夹紧器和控制单元如图6、图7 所示。
⑤ 下模自动夹紧器。下模采用4 个自动滑动式夹紧器进行夹持,每个夹紧器夹持力为6.0kN,对下模换模垫板与工作台进行夹持。自动滑动式在换模时,自动避让下模换模垫板,保证自动换模。
下模采用VSB 电气控制单元以及HUT 气压驱动动力单元。HUT 动力单元是使用了超小型、高性能的泵,根据气压活塞和油压活塞的面积比把压缩空气的压力转换为高压油压,对油压夹紧器最合适的油压源。电气控制单元采用特殊无漏密封机构,在断开驱动气压、泵停止的状态下也能长时间保障夹紧器的油压。夹紧回路和举模回路的两种油压回路能构成具备基本功能的、安全的油压回路。
该装置具有较强的安全性。根据由夹紧回路与举模回路组合而成的压力开关的电信号,能构成一系列连锁反应。举模臂为下降状态(举模回路油压在设定压力以下),夹紧回路油压在设定压力以上时压力机可以运转。压力机运转中夹紧回路油压下降,夹紧力降低时,压力机会紧急停止。
结语
随着市场需求的不断发展,必将导致冲压自动线的技术含量不断提升,冲压自动线规划需要考虑的因素也会不断变化。针对国内汽车生产现状,安川首钢机器人有限公司利用安川机器人自行开发了自动冲压生产线,该生产线具有形式多样、结构合理的优势,每个子系统又可细分为很多不同的类型。安川机器人冲压生产线的应用,降低了劳动强度,提高了生产率,改善了产品质量,并且大大提高了车身制造水平。
来源:AI《汽车制造业》
作者:安川首钢机器人有限公司 黄坤 王职锐 姜涛 曾孔庚 曹利