汽车车身要想又快又好地实现冲压,就得靠连贯的冲压生产线。板材通过前端自动化设备,传给压力机冲压,再经过传送装置,输送到后端自动化设备上,快速成型,这其中压力机绝对的“主角”。
生产一辆汽车外壳大致分几步?
冲压
焊装
涂装
总装
在车身制造领域,包含冲压、焊接、涂装和总装四大工艺。而中国在这些工艺上所需要的装备在很长的一段时间内完全依赖进口,所以汽车制造成本也居高不下。为了降低成本,我们的企业就开始在“性价比”最高的冲压设备上找突破口。
经过十几年的技术引进、吸收、集成创新,中国的冲压生产线技术迅速缩短了与国际先进水平的差距,在大型多工位压机、伺服压力机等技术领域达到了国际领先水平。
比如,截至2014年,约有85%的国内车企使用的是国内的冲压线,而这一比例也远远高于焊接、涂装和总装的生产线国产化比例;国产的大型多工位压力机也出口到美国福特、德国大众等国外车企,在与德国舒勒、日本小松等国际压机巨头的竞争中不断打破国外的技术垄断,开拓国际市场。
冲压——车身制造首要工序
那什么是冲压呢?看到上面的动图也应该有了了解,就是利用设备,对板材等材料施加外力,让它用久变形。
冲压工艺生产效率很高,生产成本又低,很容易实现机械化和自动化,还能造出减材金属加工方法难加工出来的复杂零件,很适合车身零部件制造。
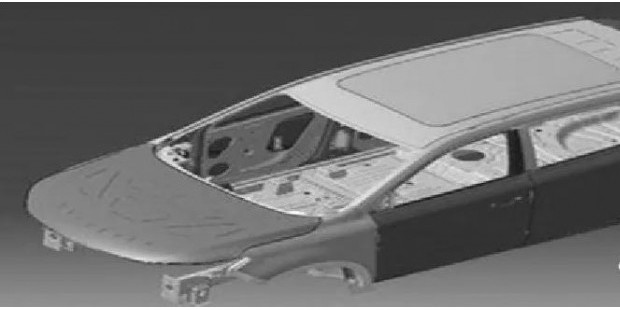
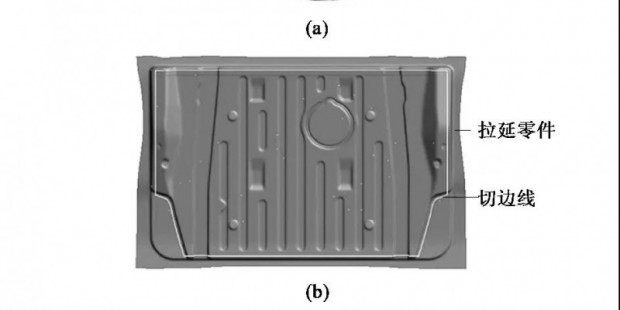
冲压成型的车身零部件
一般来说,你看到的汽车车身,有70%的零件都是冲压成型的,冲压是车身制造的第一道工艺,冲压水平直接决定了车身好坏,而且还影响着后续其他工艺的进行。
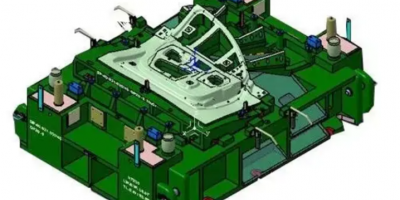
冲压线示意图
压力机——冲压生产线的“绝对主角”
那么,问题又来了,怎么又快又好的地实现快速冲压呢?这就得连贯的冲压生产线了。现在的冲压生产线有前端自动化设备,经过压力机冲压,再经过传送装置,输送到后端设备上,这其中压力机当然是“主角”了。
压力机的先是通过传动机构带动电机工作,传动机由皮带和齿轮组成,进行减速增力。传动机的结构一般有螺旋机构、曲柄连杆机构和液压缸,因此压力机也分这三大类,最常见就是曲柄压力机,也叫机械压力机,是最常见的一种压力机,工作原理如下图所示。
机械压力机原理图
先得造出压力机这个“大件”
汽车冲压线上一般用的机械压力机很大,载荷也大,要更换模具的重量也是数吨级的,加载在车身零部件上的力常常是汽车自重的几千倍,还得需要压力机机身不变形,难度可想而知。
而且,一台大型压力机光一个机身铸造就要动辄上百万。为了增强传动能力,多数配备了了人字齿轮,加工一个齿轮使用的车床就长达几十米,插齿过程有可能耗费数月。
零件极大或极小都会对机器的精密度有着更高的要求,压机就是典型的大件,制作工艺复杂、稳定性和精度要求高,制造周期长,中国的压力机制造企业要想赢得市场,并非易事。
大型床身铸件焊接
机床传动部件热处理
压力机还得匀速缓慢地“走正步”
突破了第一步机器的问题,下一个难点就怎么生产出高质量的零件了。这就要求在冲压成型的时候不能太快,还得保持匀速,这可难倒了传统的压力机。因为以前压力机的电机扭矩输出曲线并不能随时控制,所以,会受到结构本身固有运动规律的影响,速度不受控制,产品质量就难以保障了。
那为了提高提高加工质量,控制速度曲线,工程师们提供了两种优化的思路。
改进压力机的传动系统——由原来的曲柄滑块机构改为多连杆驱动的机构,多连杆压力机要是设计合理,能很好克服传统压力机在上下模结合时造成的冲击速度过高、滑块速度递减过快、公称压力不能及时完全达到导致无法拉深较深的零件等缺陷,也更加适合于冲压生产,不过这里面多连杆杆系设计和性能优化是技术的核心,同时也是难点。
改进动力输入系统——既然要控制速度,那就从输出曲线上“下手为强”。这里有一种压力机叫伺服压力机,是将伺服电机技术、数控机床技术与压力机结合,这个伺服电机可以在工作负载范围内按照任意的曲线输出扭矩,进而实现根据加工内容任意设置压机滑块运行模式。
从“源头”上改进,思路就简洁明朗了。而且这种压力机在生产效率、成型性能、精度方面、节能降噪和设备稳定性等方面都远远超过原来的普通压力机,而且它还具有更大的“柔性”,能够迅速、方便地改变输出运动规律。行业认为伺服压力机是今后压力机发展的方向。
冲压自动线:如何48秒造出一辆汽车?
高速冲压线仿真动画
现代汽车生产线对生产节拍的要求十分严苛,日本本田轿车、商务车生产线每48秒就要生产一辆汽车,生产线的速度就是最关键的指标,对于大型企业来说,每分钟多生产一次,每年带来的效益都是数亿美元。
要是靠人工手动在多台压力机之间上下料,不仅危险,还非常之慢,重点是时间就是金钱啊!所以,冲压自动线逐渐取代了传统的手工生产,成为汽车制造企业中的主流生产方式。
冲压自动线也有两种,一种是在原有单台压机之间添加上、下料机构和送料系统,组成单机联线自动化冲压线,它的速度一般是手工送料线的两到三倍;
济南二机床生产的单机联线自动化冲压线
另一种是大型多工位压力机生产线,将多道冲压工艺集成到一个大型压机内部,实现提速、降耗、无人化等目标,其速度一般是单机联线冲压线的两倍左右。
济南二机床生产的大型多工位压力机
国内在高速冲压线上的研究在迎头赶上,2013年时济二出口到福特的一条冲压线的节拍是15次每分钟,到2017年交付上汽通用的一条高速伺服冲压线的节拍达到18次每分钟。
- 汽车冲压材料成本控制策略探讨
0评论2024-06-17
- 汽车冲压模具高端技术撬动市场
0评论2024-05-21

- 科普 | 如何实现汽车冲压钣金件高精度三维检测?
0评论2023-03-17

- 打造理想的汽车冲压自动化车间
0评论2020-03-16

- 汽车冲压模具常见故障问题及解决方法
0评论2019-06-10
降低汽车冲压模具成本的思路和措施
主要分析降低汽车冲压模具成本的思路, 从而为有需求的企业提供技术指导, 同时提出降低汽车模具成本的具体措施, 有利于企业完成汽车的成本控制工作。
0评论2018-08-2041
- 汽车冲压模具开发过程及管控探析
0评论2018-08-20
- 汽车冲压件工艺参数优化及回弹控制
0评论2018-08-14
- 提高汽车冲压件材料利用率的方法
0评论2018-07-23

- 众泰福特选用中安重工大型冲压生产线
0评论2018-06-11