铝合金车架目前已经在汽车中广泛地应用。铝合金材质相比以前造车常用的钢铁,性质上有着很大的差异。这就使得生产商在对铝合金进行焊接的过程中遇到了不少的难点。因而工程师们针对铝合金焊接上的难点,积极革新传统的焊接技术,为铝合金车架未来更广泛地应用到汽车中铺桥搭路。

铝合金在焊接中主要存在以下难点:
1. 铝合金与氧的亲和力很强。在空气中极易与氧结合生成致密而结实的氧化铝薄膜。在焊接过程中,氧化铝薄膜会阻碍金属之间的良好结合,并易造成夹渣。氧化膜还会吸附水分,焊接时会促使焊缝形成气孔。这些缺陷,都会降低焊接接头的性能。
2. 铝合金的导热率和比热大。铝及铝合金的导热系数、比热容都很大,在焊接过程中大量的热能被迅速传导到集体金属内部。
3. 铝合金车体的线膨胀系数大。铝及铝合金的线膨胀系数约为钢的2倍,凝固时体积收缩率达6.5%~6.6%,因此易产生焊接变形。另外,某些铝及铝合金焊接时,在焊缝金属中形成结晶裂纹的倾向性和在热影响区形成液化裂纹的倾向性均较大,往往由于过大的内应力而在脆性温度区间内产生热裂纹,这是铝合金,尤其是高强度铝合金焊接时最常见的严重缺陷之一。
4. 铝合金部件焊接时容易形成气孔。焊接接头中的气孔是铝及铝合金焊接时极易产生的缺陷,尤其是纯铝和防锈铝的焊接。
5. 铝合金在高温时的强度和塑性低。铝在370℃时强度仅为10MPa,焊接时会因为不能支撑住液体金属而使焊缝成形不良,甚至形成塌陷或烧穿。
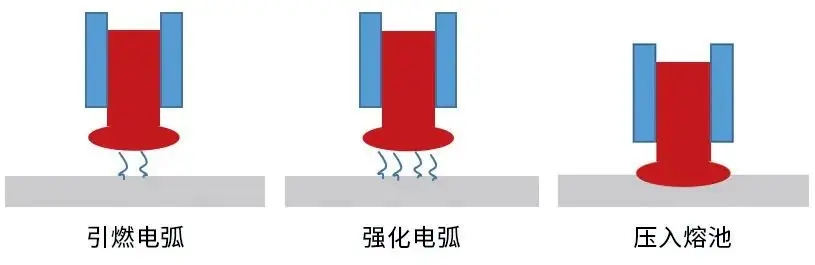
而近年来针对铝合金这位“新成员”,车厂开始广泛应用激光焊接技术,也针对性地进行了一系列的改进。随着合金元素的添加,八组可锻合金出现了,将铝的整体应用扩展到了一个广泛的制造业应用。同时,使用激光器能够解决困扰传统技术如金属惰性气体电弧焊等的难题。和金属惰性气体电弧焊相比,激光加工的焊接速度更快,热量输入更少,热影响区域更小,扭曲变形更少,在很多情况下可以自焊接。
过去铝的高反射性对于激光焊接来说是一个问题。但是,随着高功率、高光束质量的二氧化碳激光器的逐步发展,以及高功率、高亮度固体光纤激光器的出现,将能量耦合至铝上不再成其为问题。这里有一个需要注意的错误观念:现在很多人认为由于固体激光器(如碟片激光器和光纤激光器)的波长较短,被铝吸收得更多,因此就是所有应用的最佳选择。事实并非这样,对于厚度约4或5mm的材料来说,波长最好是1μm。但是如果材料厚度是在6mm以上,二氧化碳激光器(10.6μm波长)更好。虽然确切的物理效果仍存在争议,但是简单的解释是吸收率更高意味着材料的上层部分吸收了更多来自1μm 波长的能量。而使用二氧化碳激光器, 10.6μm的波长能够反射到锁孔,从而更深地穿透材料。
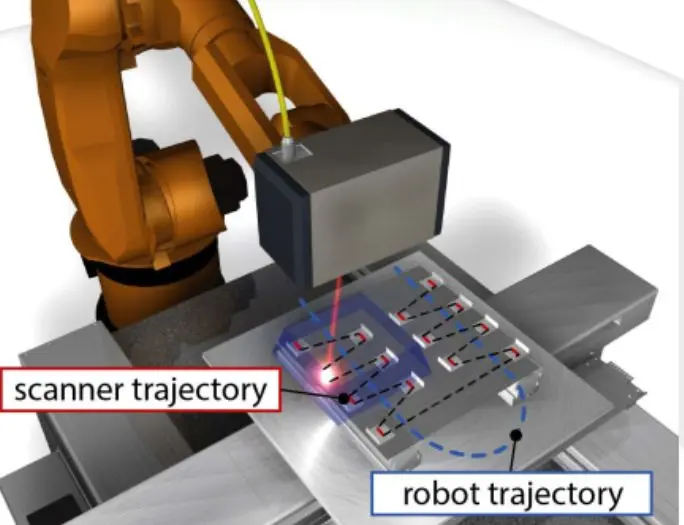
激光焊接已应用于汽车业,用以连接如车架、车顶、车门、后备箱、驾驶杆、轮毂和燃油过滤器等多种铝质零部件。
制造商们将铝视作其生产应用的理想金属,主要原因在于铝的质量强度比和耐腐蚀性。而未来的愿景是,激光加工、强度、轻质以及成本等因素都汇合起来,创造一个优雅的解决方案。随着燃油经济性在汽车业的强制执行,汽车的轻量化趋向是无法避免的。铝必定会成为轻量化的重要组成部分,而且由于自身具备的优势和性能,激光焊接也会享有同样的地位。