汽车是复杂的机械系统,通过对核心零部件进行轻量化结构优化设计和高强度钢、铝/镁合金、碳纤维复合材料等轻量化材料以及先进的制造成形工艺的应用,据估计,到2030年,以碳纤维混合车身为代表的轻量化零部件将占市场的40%。
发动机及传动系统核心零部件技术路线
.jpg)
发动机及传动系统核心零部件技术路线如图1所示。
1.乘用车发动机缸盖及排气歧管模块化设计
发动机模块化设计是实现发动机轻量化的重要手段。在增压汽油发动机中,对发动机气缸盖与排气歧管进行模块化设计,一方面可以对排气歧管进行冷却,提高经济性,解决排气温度过高的可靠性问题;另一方面可以减小排气管法兰、螺栓等联接零件的尺寸,可大幅度降低整机质量。对于2L左右的汽油增压发动机可减小质量2~3kg,是降重的重要途径之一。
2.乘用车发动机气缸体
对铸铁气缸体采取保证铸造壁厚、减小壁厚公差、优化局部结构的方法,结合铸造工艺的改进进行轻量化。优化主轴承壁、缸体裙部、上下法兰面结构,可降重2%~3%;通过拓扑分析优化主轴承盖结构,降重1%~3%;铸铝气缸体优先考虑采用压铸铝缸体的技术方案。在保证结构强度的情况下,做到结构最轻量化。主要的工作内容是解决铸铝缸体结构设计、压铸工艺等设计工艺难题,然后扩展应用。
3.曲轴
发动机曲轴主要采用主轴颈与连杆轴颈空心结构的铸造曲轴达到轻量化的目的,在结构上可以采用优化平衡块数量及外形尺寸、曲柄形状等措施进行轻量化优化设计。在材料上采用高强度球墨铸铁滚压曲轴,替代现有的锻钢曲轴。
4.凸轮轴
装配式空心凸轮轴是目前非常成熟的凸轮轴轻量化技术,可实现降重30%以上,已在国外发动机中广泛应用。
5.传动轴
传动轴长度较长时,传统钢制轴管因模态较低、无法满足NVH要求而只能做成两段。碳纤维轴管模态较高,只需做成一段即可,这样可以省掉一个万向节、轴承和中间支承,结构大大简化,重量也显著降低。碳纤维传动轴整体能够比传统钢制传动轴降重50%左右。
车身核心零部件轻量化技术路线图
对于承载式车身本体,轻量化技术路线方向之一是全铝车身,方向之二是钢铝混合车身,方向之三是以碳纤维为主的多材料混合车身。需要解决的问题是铝合金材料的制造、铝材/复合材料的性能测试与评价、铝材/碳纤维车身的性能(强度和安全等)模拟、模具的制造技术和不同材料的连接技术。
对于非承载式车身本体,轻量化技术路线方向之一为碳纤维车身与塑料车身外覆盖件,方向之二为采用铝制车架。车身本体及车身核心零部件的轻量化技术路线如图2所示。
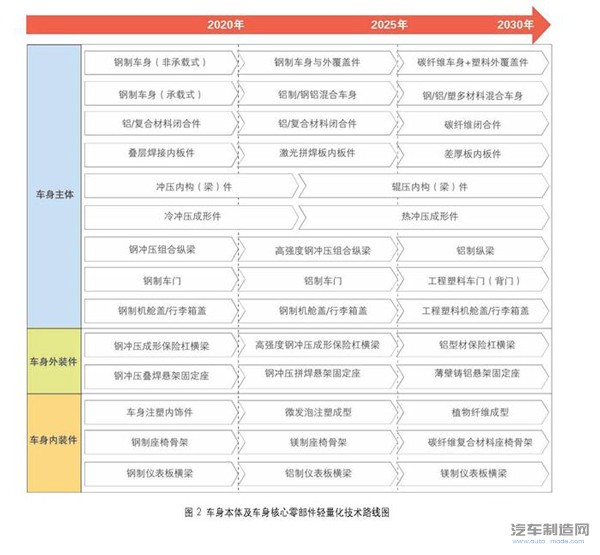
在轻量化材料的应用上主要采用高强度钢、铝/镁合金和碳纤维复合材料。高强度钢主要用于车身内外板以及车身结构件,变形铝合金在车身零件及结构件的应用方面发展较快,如应用日益广泛的铝合金行李箱盖、发动机罩、后背门、保险杠横梁等。镁合金目前在车身上的使用主要集中在转向盘骨架、仪表板骨架、座椅骨架等,从成本和性能的综合考虑,可用于车身结构件的复合材料以树脂基碳纤维增强复合材料为首选。碳纤维复合材料在汽车上主要可应用于发动机罩、翼子板、车顶、行李箱、门板、底盘等结构件中。
在先进工艺上主要采用热成形技术、激光拼焊板技术、不等厚度轧制板/差厚板技术、辊压成形技术。热成形技术具有成形精度高、成形性能好等优点,已被广泛用于生产高强度的汽车保险杠、车门防撞杆、A柱、B柱、C柱以及车顶框架、中通道等安全件和结构件等。激光拼焊板技术可应用于车身侧框架、车门内板、风窗玻璃框架/前风窗框、轮罩板、地板、中间支柱(B柱)等,差厚板可以替代激光拼焊板,更适合制造梁类零部件,如通道加强板、前地板纵梁、后保险杠梁、后地板横梁等。辊压成形技术可合理设计型材的几何断面,提高承载能力,减轻零件重量。

底盘系统核心零部件技术路线图
汽车底盘分为四大部分:悬架系统、行驶系统、转向系统和制动系统。其核心零部件技术路线如图3所示。
1.悬架系统
悬架系统控制臂主要采用铸铝、锻铝或碳纤维复合材料控制臂实现轻量化;横向稳定杆主要采用空心或碳纤维复合材料横向稳定杆达到轻量化目标;螺旋弹簧主要采用高强度钢空心螺旋弹簧或碳纤维复合材料螺旋弹簧实现轻量化。
2.行驶系统
行驶系统车轮主要采用铝合金铸旋、铝合金锻造、镁合金锻造或碳纤维复合材料车轮实现轻量化。
3.转向系统
转向系统主要采用电动助力转向系统及线控转向系统实现轻量化。对于采用铸铁材料的转向节可通过结构设计拓扑优化实现轻量化,或采用铸铝、锻铝及碳纤维复合材料转向节实现轻量化。
4.制动系统
制动系统集成化是建立制动系统轻量化的方向。可采用传统真空助力器、ESP、真空泵(真空度不足的条件下)组合的制动系统形式或传统真空助力器、ESP、真空泵组合的形式,少数车型采用无真空泵的液压助力器系统,或进一步采用ESP与液压助力器集成的制动系统。制动盘主要采用组合式制动盘实现轻量化,如钢盘帽或铝盘帽+陶瓷摩擦环制动盘。制动钳主要采用铝制制动钳实现轻量化。
来源:汽车工艺师