高速切削是近几年来工具机的热门话题, 高速加工具有高切削率、高进给率、低切削力、良好之加工表面、低切削热,
加工完成的工件有较佳的加工几何精度、表面粗度、以及减少加工时间等特性
►高速切削有下列几项优点
.大幅度缩短加工时间, 甚至可缩短原加工时间的0.5倍~0.25倍
.加工时刀具对工件的侧压变小, 可加工薄壁型零件且变型量小
.工件表面光度提升, 减少后制程抛光处理的次数
.加工效率提升, 相对产量提高, 交货期缩短, 利润增加
要达到上述效益, 以往传统的加工观念 "重切削, 慢进给" 的习性应被修正, 必须采用小刀径, 轻切削, 快进给与多层次加
工, 才能提升加工效率, 同时确保精密高速主轴的优良加工质量与使用寿命
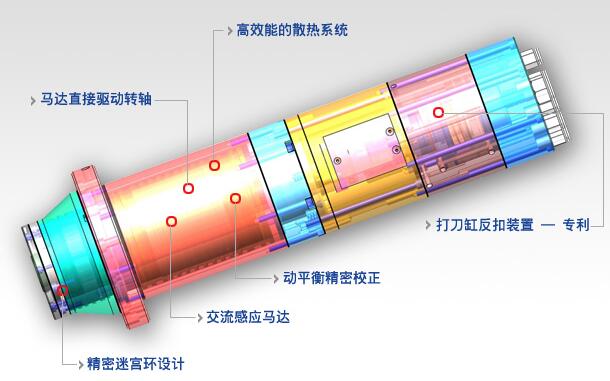
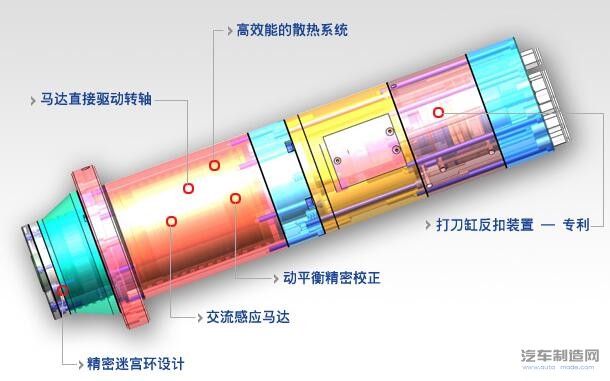
采用稳定又免维修的三相交流感应马达, 经由变频器驱动, 可获得无段变速的优点
转动件经动平衡校正达极小不平衡量, 可大大改善高速运转中主轴的震动问题
经由变频器参数设定, 可保护马达免于过电流毁损。定子内部装有PTC传感器, 可侦测与保护马达免于过热