
骨架焊接难点:
/ 目前母材厚度最薄至0.8-1.0mm,在测的新标准薄至0.5-0.8mm,极易焊穿;
/ 厚度不均匀,间隙波动大,对焊接搭桥能力要求高;
/ 短焊缝密集,对于起弧、收弧以及节拍的要求高;
/ 为不影响安装,对于变形量控制要求严格;
伏能士焊接解决方案:
/ 使用伏能士 CMT电弧工艺进行焊接,由于极低的热输入量,极大的降低了焊穿率,且更好的避免薄板焊接的变形;
/ CMT具有极佳的间隙搭桥能力;
/ CMT的焊接速度更快,且焊缝外观极佳;

靠背焊接参数:
母材厚度:0.8 / 0.9mm
接头形式:搭接
电弧工艺:CMT
焊接速度:1.02-1.2m/min
焊丝直径:1.0mm,ER70S-6
保护气体:82% Ar + 18% CO2
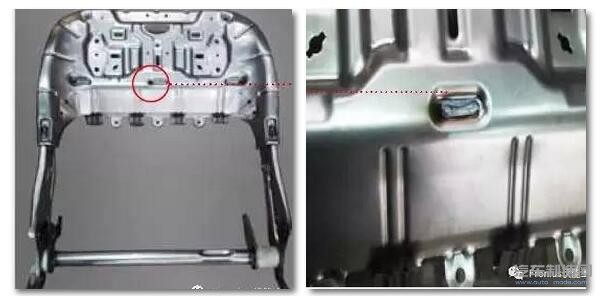
座盆焊缝
座盆焊接参数:
母材厚度:0.8 / 1.0mm
接头形式:搭接
电弧工艺:CMT
焊接速度:0.9-1.02m/min
焊丝直径:1.0mm,ER70S-6
保护气体:82% Ar + 18% CO2









