调角器焊接难点:
/ 由于座椅调角器中心有塑料件,故对焊接的热输入量和飞溅有很高要求。若热输入量大,容易导致塑料件变形从而影响同心度与质量;
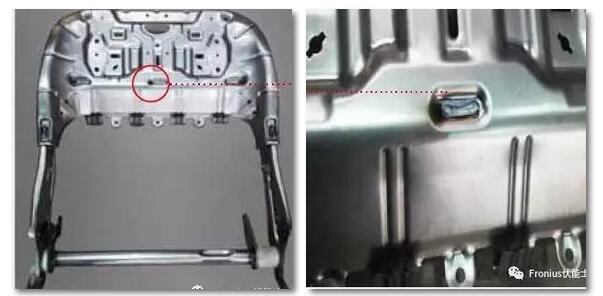
/ 此塑料件后续装配过程中会穿入一根星型管(如右图),用以调节靠背位置角度,此处绝不能有飞溅产生,以免装配时产生问题;
/ 对变形量要求严格,若调角器平面变形过大会导致调角卡住;

伏能士焊接解决方案:
/ 使用CMT电弧工艺,由于CMT热输入量极低几乎没有飞溅;
/ CMT低热输入量同时还能保证足够熔深;
/ 焊接速度快,且焊缝质量完美;

调角器焊接参数:
母材厚度:0.8 / 3.0mm
接头形式:搭接
电弧工艺:CMT
焊接速度:1.2-1.5m/min
焊丝直径:1.2mm,ER70S-6
保护气体:100% CO2









