

原则上,您需要加工哪种材料并不重要:不论是金属板件、塑料、纸箱板、纺织品,还是箔材。
您是否需要:封闭式切割或开放式切割、成形切割(平整/平面和立体切割边)、使用一个冲程获得单个或多个冲孔,或使用一个冲程完成冲孔 + 进料 + 校正?
我们对质量的一丝不苟可以给您带来诸多好处:
- 整齐的切割边
- 精密的模具导向件
- 采用集成的切割冲击阻尼装置,只需极少的安装空间
- 快速、无噪音
- 最优的废料管理
根据 DIN 8588 标准,分裂或冲孔指的是非切割技工在切割边的帮助下分离零部件。借助此工序,可以在很短的时间内生产大量使用金属或其他材料的精密、复杂的零部件。
此工序通常用于对半成品进行深加工,例如金属板件、汽车行业的半成品部件或白色家电行业的塑料部件。
主要冲孔分类
分离方法包括使用钢材切割、使用两块逼近的钢材切割以及冲裁。
钢材切割
钢材分离的特点是,楔形钢材会侵入材料并使其漂离。钢材切割主要用于处理软材料和修边。
使用两块逼近的钢材切割

与钢材切割不同,两块楔形钢材会穿透材料。使用一对夹钳进行夹挤便是此类分离方法的一个例子。
此工艺也主要用于处理软材料和修边。
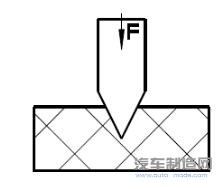
冲裁

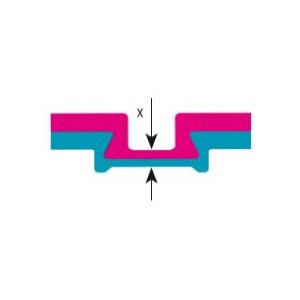
[1] 凸模
[2] 零部件
[3] 凹模
[a] 凹模间隙
[F] 冲力
冲裁是最常用的工业过程,其产量极高,具有重要的商业地位。此工艺由两个做相向运动(至少一个在动)的切割楔来实现切割。切割表面的材料部分会相对彼此发生移位。此工艺需要三个步骤:
- 弹性变形
- 塑性流动
- 开裂
在施加的切割力作用下,板件发生弹性变形,继而发生塑性变形并开始流动。最后发生开裂,材料断裂,即被裁掉。冲裁时,开放式和封闭式切割之间有所不同。例如,切断金属条(类似用剪刀剪断)是开放式切割的例子。如果总切割线在零部件以内,则为封闭式切割。
凹模间隙
正确的凹模间隙有利于获得最优冲裁效果、提高切割质量和延长模具的使用寿命。具体而言,所需的凹模间隙取决于板件的抗剪强度和厚度。
TOX®-冲孔系统宣传册中的表格显示了凹模间隙值。
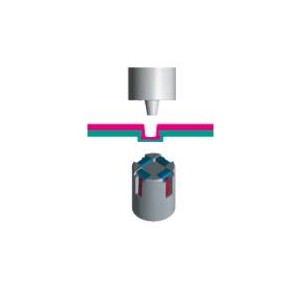
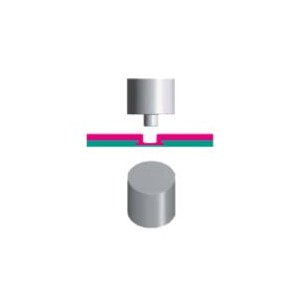
冲孔工艺步骤
1将模具安装到冲压机或冲孔弓。
2装有切割凸模的上模具在驱动装置的作用下向工件移动
3弹簧装载的脱模器被置于零部件之上,弹簧被挤压在一起。
4切割凸模降落,驱动装置继续蓄积冲力。
5切割凸模穿入板件,进入 1/3 零部件深度(使用最优凹模间隙的情况下)。
6冲料从凹模中穿出,并导致驱动系统骤然解除。压力的骤然解除也称为“切割冲击”。
7排出冲料。
优良的模具切割质量取决于:
- 模具导向件的种类
- 凹模间隙的大小
- 切割零件的涂层种类
切割模具的结构配置和操作模式对生产结果具有决定性的影响。其中一大区别是模具的导向件类型。切割模具的导向件有三种基本类型。
- 自由切割模具
- 导向板模具
- 导向柱模具(也称为上导向模具),沿导轨/导架运动的冲压头