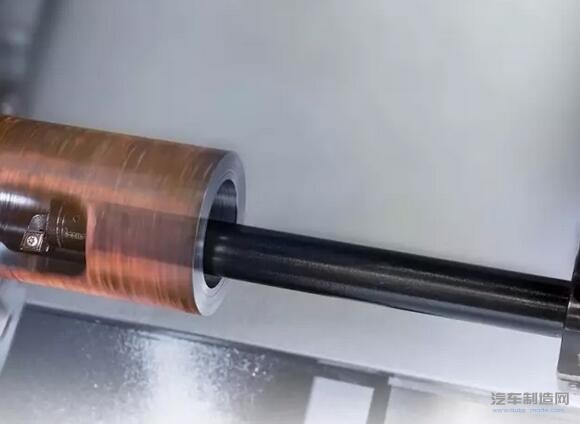
车削加工的一大常见应用是内孔切削,也被称作内孔车削。这类加工应用中常用的刀具为内孔切削刀杆。内孔切削刀杆的形状使得其能经由预先钻削加工的孔,进行高效扩孔及高精度仿形加工最终满足内孔的特定加工需求。内孔切削刀杆的正确应用是根据内孔特定的形状加工出合格的内孔,获取高精度的孔径及所需的被加工表面质量。
为使得内孔车削应用范围更广,伊斯卡研制了一系列装夹不同刀片的高品质内孔切削刀杆,其加工应用范围从悬伸4xBD 到 10xBD。伊斯卡提供三种内孔切削刀杆:全钢,整体硬质合金,WHISPER防振刀杆。
全钢内孔切削刀杆的最大悬伸为4xBD。这一限制源于钢本具的弹性及特性,使得当刀杆的悬伸大于4xBD时,易于引起不受欢迎的振动。
为减少刀具悬伸范围介于4xBD至6xBD之间的内孔切削加工时的振动,推荐采用整体硬质合金内孔切削刀杆。6xBD代表着采用整体硬质合金内孔切削刀杆进行出色、高效的内孔切削的最大悬伸。这一性能归因于整体硬质合金本身的弹性模量三倍于钢的。
然而,当加工悬伸大于6xBD时,即便采用整体硬质合金刀杆依然会引起振动。因此,在这样的案例中依旧采用整体硬质合金刀杆看起来有些勉强。

深腔车削
伊斯卡还为内孔的深腔加工提供特别的阻尼防振内孔切削刀杆系列,刀杆内置有“实时响应”的阻尼模块,作为深腔车削解决方案。这一精巧的独创的刀具内置有一独特的阻尼机构,由高密度抗振阻尼材料及支撑橡胶弹簧组成,该弹簧由阻尼油包裹。此外,该系统还包括另一进一步帮助减振的元素。在大悬伸加工中,当阻尼减振机构被激发就会对振动施以反作用力以减少振动。
当悬伸范围高达7xBD至10xBD区间请采用伊斯卡多产的研发部门研制的技术创新的WHISPERLINE系列防振内孔切削刀杆系列,该设计能显著降低甚至完全消除振动。高抗振阻尼效应适用于大切深、大进给率,确保实现连续、高效的加工。伊斯卡令人鼓舞的WHISPERLINE 防振刀具能大幅提高加工的稳定性,延长刀片寿命;这些影响能为高生产率带来深远的影响,提高大悬伸加工下的被加工表面质量,降低废品率,提升用户收益。采用WHISPERLINE 防振刀具还能使得内冷却液直达所需区域,即刀片切削刃处。对冷却液的高效配给使得刀片寿命因切削温度的降低而提高,还能提高切屑控制并有利于排屑。
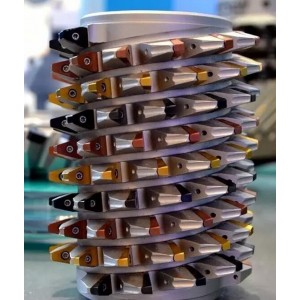
通过更换应用范围宽泛的刀头,WHISPERLINE 防振车刀系列能适配数种几何形体的刀片,包括伊斯卡所有适用领域不同的ISO车刀片;因此该防振车刀具有高的柔性。WHISPERLINE 防振内孔切削刀杆系列标准刀杆柄径范围为16, 20, 25, 32, 40, 50 及 60mm,旨在为用户提供低成本、模块化刀具。柔性的内孔切削刀杆能装夹八款夹持以下刀片的内孔切削镗头:CCMT, VCMT, TCMT, DCMT, TNMG, CNMG, WNMG, TNMG, DNMG, SNMG 及 VNMG。
刀片形状
采用防振内孔切削刀杆时选用恰当的刀片形状非常重要。意欲顺当地使用防振切削刀杆,强烈推荐采用带大正前角的刀片,源于在切削加工中,此刀片形状能降低切向切削力。选取带有适合的刀尖圆角半径的刀片也需要经过慎重的考量。推荐选用更小的刀尖圆角半径,因刀片与工件的接触面更小有助于降低及减小振动,进而显著降低切削力。加工中,刀尖圆角半径越大产生的径向及轴向切削力就越大,这会引起不被接受的振动。
推荐采用带有合适的断屑槽的刀片用于帮助排屑,因使用大悬伸刀具加工时,长卷屑将引发一系列的问题。除了增大加工过程中的振动,长卷屑还有损坏或破坏工件已加工表面的趋势。强烈推荐在小切深下选用F3P/F3M断屑槽刀片用于抗振精加工;采用M3P/M3M断屑槽刀片用于中等切削深度下的抗振加工。这些高效断屑槽能确保实现出色的切屑控制,生成的小切屑在冷却液的裹挟下排屑更顺畅。
此外,在抗振中还有一个非常重要的因素,是确认防振内孔切削刀杆的夹持刚性。牢靠的装夹能帮助用户们获取正确的工件尺寸,最终获得出色的工件表面尺寸,消除振动;夹持部位长度应达4XBD。
伊斯卡最新推出的防振内孔切削刀杆是伊斯卡WHISPERLINE系列新加入的独创刀具,设计用于防振车削、防振切槽加工。该应用范围广泛的防振车刀也被称作调频刀具或阻尼减振刀具,为减小乃至消除振动提供了高效解决方案。