
【案例分享】Fronius伏能士焊机 — 汽车副车架PMC焊接解决方案
2018-01-09 16:23:04· 来源:Fronius伏能士
微信公众号

之前几期的案例分享,已经向大家介绍了Fronius伏能士焊机在汽车座椅系统、排气系统、褶皱梁(镀锌)、防撞梁(铝合金材料)、保险杠和动臂上的焊接解决方案。今天,让我们接着了解伏能士焊机在汽车副车架(镀锌材料)上的焊接应用。
之前几期的案例分享,已经向大家介绍了Fronius伏能士焊机在汽车座椅系统、排气系统、褶皱梁(镀锌)、防撞梁(铝合金材料)、保险杠和动臂上的焊接解决方案。今天,让我们接着了解伏能士焊机在汽车副车架(镀锌材料)上的焊接应用。
客户焊接要求说明:
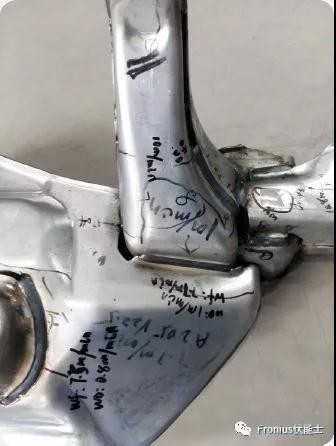
/ 母材为镀锌钢,客户要求尽量少飞溅,焊缝表面无气孔
/ 焊缝成型美观
/ 焊接速度提升
焊接难点:
/ 工件装配间隙误差较大
/ 焊缝位置多,多角度,多位置焊接
伏能士焊接解决方案:
/ 使用TPS/i焊机PMC电弧工艺,焊接电弧非常稳定,锌蒸汽全部析出
/ 飞溅极少
/ 焊缝表面无气孔
/ 焊缝成型饱满美观
/ PMC成本低于CMT,在质量满足要求的情况下,可以大批量使用(PMC 效果略低于CMT)

焊接参考参数:
母材类型: 镀锌板
母材厚度: 2+2mm / 2+3mm / 3+3mm / 2+4mm
接头形式: 全位置
焊机设备: Fronius TPS/ i 400
焊接工艺: GMAW
过渡方式: PMC
焊接电流: 183-211A
焊接电压: 21.5-22.79V
送丝速度: 6.6-7.8m/min
焊接速度: 0.8-1.0m/min
焊 丝: ER: 50-3 Ø1.2mm
保护气体: 90%Ar + 10%CO2

客户焊接要求说明:
/ 母材为镀锌钢,客户要求尽量少飞溅,焊缝表面无气孔
/ 焊缝成型美观
/ 焊接速度提升
焊接难点:
/ 工件装配间隙误差较大
/ 焊缝位置多,多角度,多位置焊接
伏能士焊接解决方案:
/ 使用TPS/i焊机PMC电弧工艺,焊接电弧非常稳定,锌蒸汽全部析出
/ 飞溅极少
/ 焊缝表面无气孔
/ 焊缝成型饱满美观
/ PMC成本低于CMT,在质量满足要求的情况下,可以大批量使用(PMC 效果略低于CMT)
焊接参考参数:
母材类型: 镀锌板
母材厚度: 2+2mm / 2+3mm / 3+3mm / 2+4mm
接头形式: 全位置
焊机设备: Fronius TPS/ i 400
焊接工艺: GMAW
过渡方式: PMC
焊接电流: 183-211A
焊接电压: 21.5-22.79V
送丝速度: 6.6-7.8m/min
焊接速度: 0.8-1.0m/min
焊 丝: ER: 50-3 Ø1.2mm
保护气体: 90%Ar + 10%CO2



编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37