
京瓷改进刀具设计形状 为能源领域用户提供改善效率解决方案
2018-01-12 13:36:36· 来源:京瓷切削工具
微信公众号

能源行业,尤其是石油开采设备,有许多阀体零部件,型腔加工、槽加工、扁方加工等,这些零件尺寸偏小。针对以上形态加工,客户通常采用整体硬质合金刀具进行粗加工,致使加工成本居高不下。
能源领域加工方案
能源产业客户对刀具的需求,目前主要为以下三个方面:
1.提升刀具加工效率
• 高线速度
• 高寿命
• 优秀的铁屑处理(缩短非加工时间)
2.提升安全生产
• 优秀的铁屑处理(防止铁屑飞溅)
3.降低加工辅助时间
• 刀具尽可能采用刀片舍弃式
• 避免依赖熟练工人修磨刀具
• 优秀的铁屑处理,避免加工途中去铁屑
应对这些问题,需要提高生产效率,改善刀具寿命
下面将为大家介绍三种能源产业加工刀具改善方法以及成功案例
1.通过对刀具形状的改善提升效率和刀具寿命的案列

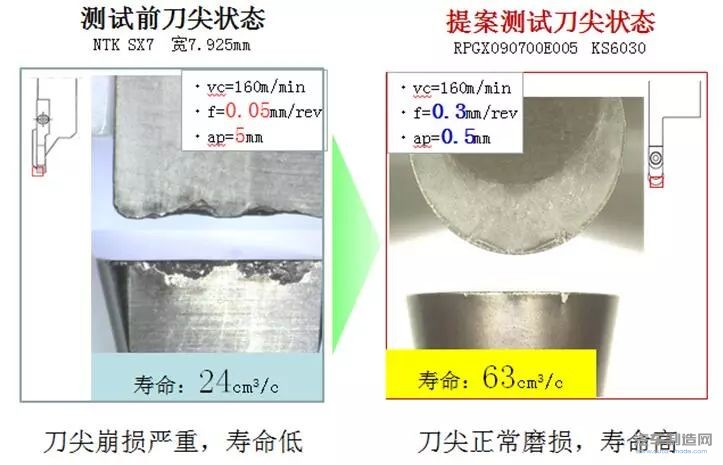
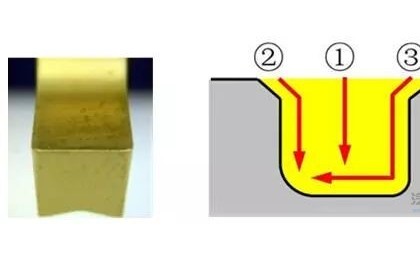
该案列是一个能源行业零部件的切槽加工案列,常规选型思维一般是直接选择平头切槽刀片进行切槽加工,槽底根部R通过刀尖仿形加工。但这种加工方式刀片易崩损,寿命较低,导致刀具成本较高。京瓷根据客户反馈后,提案圆刀片通过优化程序走刀方式,使铁屑变薄(低切深、大进给),刀尖切削抵抗较小,提高了刀片抗崩损的能力。
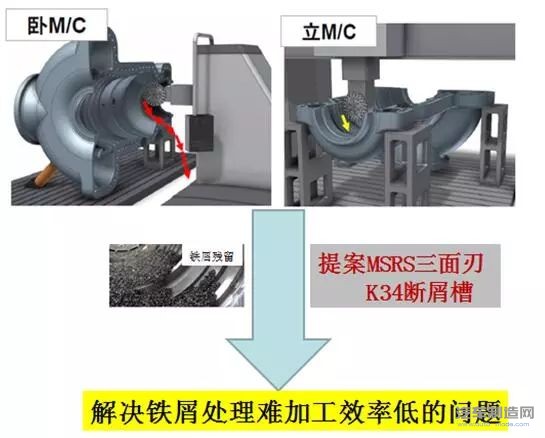
2.非标刀具设计改善铁屑状况和提高加工效率案列

方案受注后测试报告
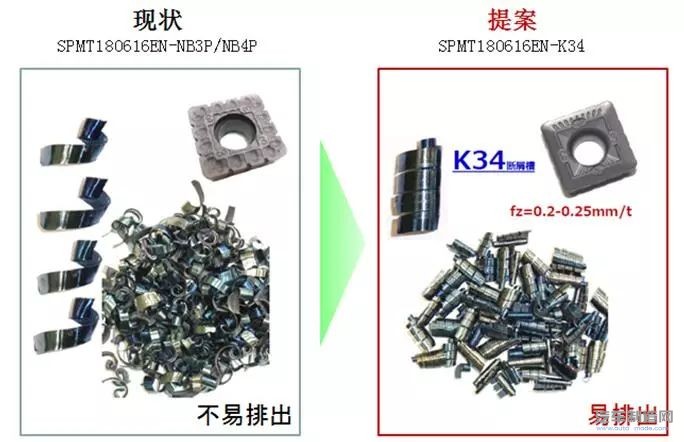
该案例是大型壳体原来采用欧美三面刃铣槽加工,问题点是铁屑残留在已加工槽中,不能从和槽交接孔顺利排出,这样大大降低了加工效率和不安全因素的存在。京瓷提案MSRS标准品进行测试,效果也不是特别理想。在这种要求很高的特殊工况条件下,标准品无法满足客户特殊的排屑要求。京瓷技术开发人员针对这种特殊工况针对性通过非标设计改变刀片断屑槽样式来满足客户的诉求,使铁屑能顺利从交接孔排出,实现了高效率加工。
3.标准品的正确选择使刀具寿命和加工效率大幅提升案列

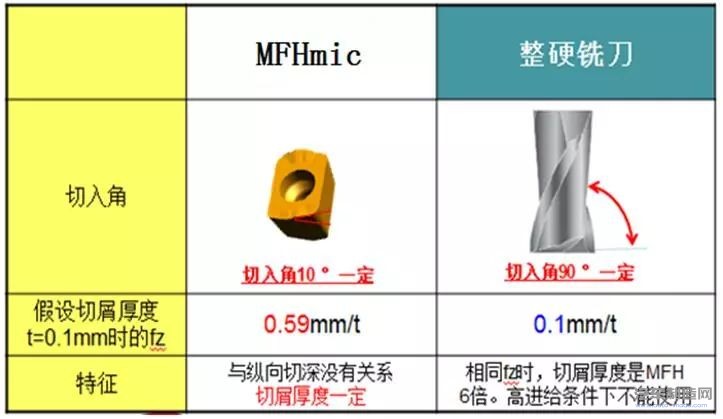
京瓷MFH铣刀和整体硬质合金铣刀特征对比
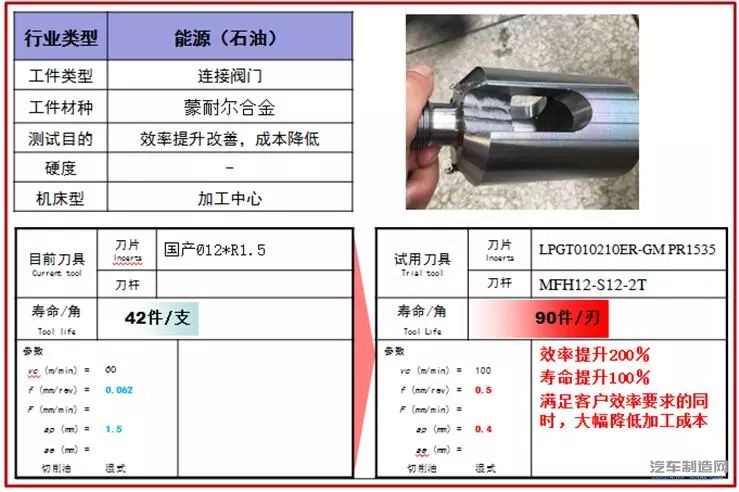
能源行业,尤其是石油开采设备,有许多阀体零部件,型腔加工、槽加工、扁方加工等,这些零件尺寸偏小。针对以上形态加工,客户通常采用整体硬质合金刀具进行粗加工,致使加工成本居高不下。下面为大家介绍一个京瓷高效率铣刀MFH替换整硬铣刀的成功案例,MFH铣刀不管是寿命和效率在行业内都受到了客户的一致好评。
MFH采用的是10º的恒切入角
• MFH采用的是10º的恒切入角
• 无论使用哪个部位,铁屑厚度薄,切削抵抗更低
• 切削刃温度低,在难加工材料上也能实现优异的切削性能
• 特殊的刃口设计,在低刚性、复杂工况的条件下抗震性能优异
方案受注后测试报告
能源产业客户对刀具的需求,目前主要为以下三个方面:
1.提升刀具加工效率
• 高线速度
• 高寿命
• 优秀的铁屑处理(缩短非加工时间)
2.提升安全生产
• 优秀的铁屑处理(防止铁屑飞溅)
3.降低加工辅助时间
• 刀具尽可能采用刀片舍弃式
• 避免依赖熟练工人修磨刀具
• 优秀的铁屑处理,避免加工途中去铁屑
应对这些问题,需要提高生产效率,改善刀具寿命
下面将为大家介绍三种能源产业加工刀具改善方法以及成功案例
1.通过对刀具形状的改善提升效率和刀具寿命的案列
该案列是一个能源行业零部件的切槽加工案列,常规选型思维一般是直接选择平头切槽刀片进行切槽加工,槽底根部R通过刀尖仿形加工。但这种加工方式刀片易崩损,寿命较低,导致刀具成本较高。京瓷根据客户反馈后,提案圆刀片通过优化程序走刀方式,使铁屑变薄(低切深、大进给),刀尖切削抵抗较小,提高了刀片抗崩损的能力。
2.非标刀具设计改善铁屑状况和提高加工效率案列
方案受注后测试报告
该案例是大型壳体原来采用欧美三面刃铣槽加工,问题点是铁屑残留在已加工槽中,不能从和槽交接孔顺利排出,这样大大降低了加工效率和不安全因素的存在。京瓷提案MSRS标准品进行测试,效果也不是特别理想。在这种要求很高的特殊工况条件下,标准品无法满足客户特殊的排屑要求。京瓷技术开发人员针对这种特殊工况针对性通过非标设计改变刀片断屑槽样式来满足客户的诉求,使铁屑能顺利从交接孔排出,实现了高效率加工。
3.标准品的正确选择使刀具寿命和加工效率大幅提升案列
京瓷MFH铣刀和整体硬质合金铣刀特征对比
能源行业,尤其是石油开采设备,有许多阀体零部件,型腔加工、槽加工、扁方加工等,这些零件尺寸偏小。针对以上形态加工,客户通常采用整体硬质合金刀具进行粗加工,致使加工成本居高不下。下面为大家介绍一个京瓷高效率铣刀MFH替换整硬铣刀的成功案例,MFH铣刀不管是寿命和效率在行业内都受到了客户的一致好评。
MFH采用的是10º的恒切入角
• MFH采用的是10º的恒切入角
• 无论使用哪个部位,铁屑厚度薄,切削抵抗更低
• 切削刃温度低,在难加工材料上也能实现优异的切削性能
• 特殊的刃口设计,在低刚性、复杂工况的条件下抗震性能优异
方案受注后测试报告

编辑推荐





最新资讯
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05