
简单介绍提高汽缸头盖单序加工效率的方法
2018-01-26 17:46:28· 来源:机工机床世界 作者:安岗
微信公众号

气缸头盖是汽缸盖上方的罩子,也就是气门室上盖,最基本的功能是遮盖并密封气缸盖,保护气门挺杆。
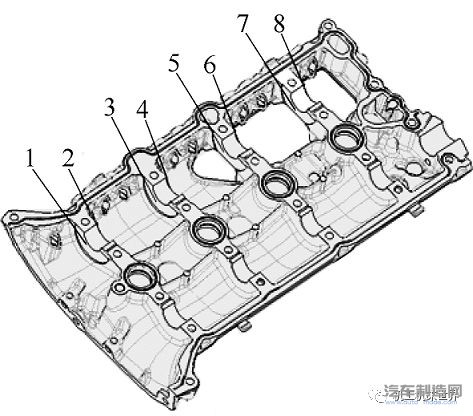
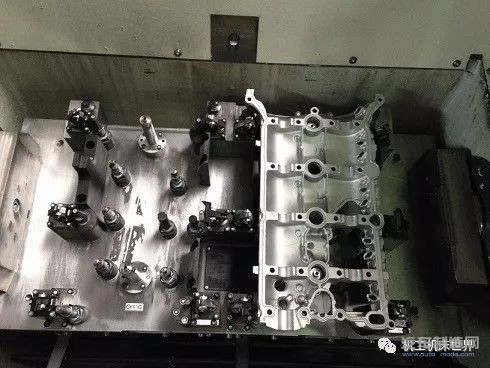
气缸头盖是汽缸盖上方的罩子,也就是气门室上盖,最基本的功能是遮盖并密封气缸盖,保护气门挺杆。不同规格的汽缸头盖结构类似,但是细微处还是有很大差别的,比如某气缸头盖用于安装执行器的轴向轴承的8个端面(见图1),别的气缸头盖没有。
该气缸头盖加工时分为3个工序,OP10和OP20分别加工工件的正反面,且涵盖端面;OP30加工凸轮轴孔;OP40加工图1中的8个面。本文仅对OP40工序进行研究,给出提高加工效率的办法。
一、传统加工方法
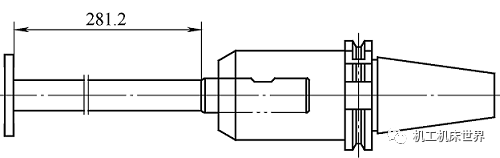
气缸头盖加工的OP40工序中,传统方法是使用如图2所示的三面刃铣刀加工,三面刃刀体可以和刀杆做成一体,也可以做成分体,刀杆中细杆的直径必须<23mm,而有效长度不低于281.2mm。图1中的8个面需要依次加工,每次加工一个面。
二、组合角度头铣刀结构
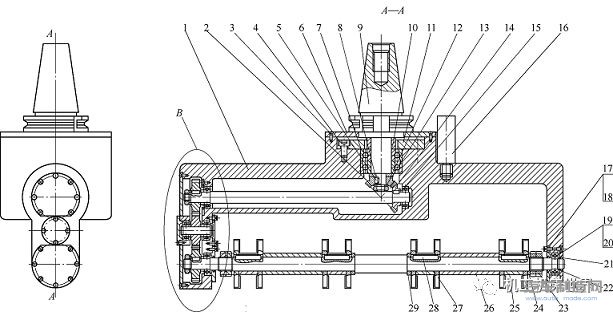
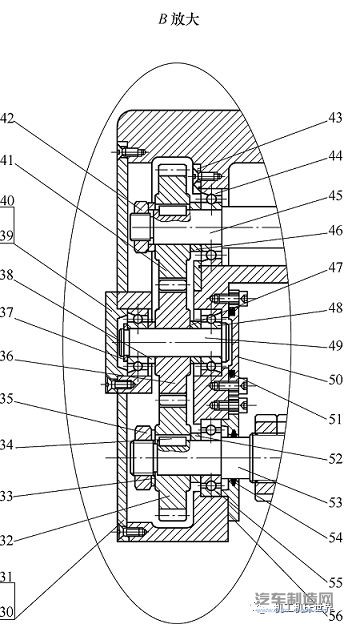
传统方法中,每次只加工一个面,效率较低,因此笔者设计了一种组合角度头铣刀,该铣刀有8个刀具,可以对8个面一起加工,铣刀具体结构如图3所示。
1.角度头头体 2.锁紧螺母 3.开槽沉头螺钉Ⅰ 4.内六角圆柱头螺钉Ⅰ 5.平键Ⅰ 6.半圆密封盖 7.角接触球轴承Ⅰ 8.刀柄轴下调整垫 9.刀柄轴 10.刀柄轴上调整垫 11.轴承盖板 12.锥齿轮Ⅰ 13.弹簧垫圈Ⅰ 14.锥齿轮Ⅱ 15.锥齿轮调整垫 16.定向轴 17.刀具轴内侧密封盖 18.内六角圆柱头螺钉 19.刀具轴外侧密封盖 20.开槽沉头螺钉Ⅱ 21.小密封圈 22.轴用弹性挡圈Ⅰ 23.圆螺母 24.平垫圈Ⅰ 25.短刀具定位套 26.长刀具定位套 27.刀具 28.平键Ⅱ 29.刀具调整垫 30.刀具轴端盖 31.大橡胶密封平垫 32.圆柱齿轮 33.弹簧垫圈Ⅱ 34.平键Ⅲ 35.M10六角薄螺母 36.过渡圆柱齿轮 37.轴用弹性挡圈Ⅱ 38.左过渡齿轮调整垫 39.过渡轴端盖 40.小橡胶密封平垫 41.驱动圆柱齿轮 42.M8六角薄螺母 43.轴承挡圈 44.角接触球轴承Ⅱ 45.驱动轴 46.驱动齿轮调整垫 47.右过渡齿轮调整垫 48.角接触球轴承Ⅲ 49.过渡轴 50.过渡轴密封盖 51.O型橡胶密封圈 52.齿轮调整垫 53.刀具轴 54.大密封圈 55.深沟球轴承 56.橡胶密封平垫
三、组合角度头铣刀传动

组合角度头铣刀在使用时,刀柄轴9装上拉钉,手动安装到机床主轴上,定向轴16插入机床端面的挡块中。主轴旋转后,带动刀柄轴9旋转,而定向轴16受挡块作用不旋转,所以角度头头体1也不旋转。通过一对锥齿轮Ⅰ12和锥齿轮Ⅱ14,动力从刀柄轴9传递到驱动轴45上,即刀柄轴9带动驱动轴45旋转。安装在驱动轴45上的驱动圆柱齿轮41,通过过渡圆柱齿轮36将动力传递到圆柱齿轮32上,即驱动轴45带动刀具轴53旋转。安装在刀具轴53上的8个刀具随着该轴一起旋转。
四、加工效率比较
传统方法使用加长杆三面刃铣刀,加工时属于悬臂结构,刀杆长且细,限制了刀具的转速及每齿进给量。而本文提到的组合角度头铣刀,由于是齿轮传动,转速不易过高,但是刀具轴两端有支点,每齿进给量稍大,保守一点,每个刀片的加工效率与传统方法相当,因此,使用角度头铣刀,加工效率将大大提高,约为原来的8倍。
该气缸头盖加工时分为3个工序,OP10和OP20分别加工工件的正反面,且涵盖端面;OP30加工凸轮轴孔;OP40加工图1中的8个面。本文仅对OP40工序进行研究,给出提高加工效率的办法。
一、传统加工方法
气缸头盖加工的OP40工序中,传统方法是使用如图2所示的三面刃铣刀加工,三面刃刀体可以和刀杆做成一体,也可以做成分体,刀杆中细杆的直径必须<23mm,而有效长度不低于281.2mm。图1中的8个面需要依次加工,每次加工一个面。
二、组合角度头铣刀结构
传统方法中,每次只加工一个面,效率较低,因此笔者设计了一种组合角度头铣刀,该铣刀有8个刀具,可以对8个面一起加工,铣刀具体结构如图3所示。
1.角度头头体 2.锁紧螺母 3.开槽沉头螺钉Ⅰ 4.内六角圆柱头螺钉Ⅰ 5.平键Ⅰ 6.半圆密封盖 7.角接触球轴承Ⅰ 8.刀柄轴下调整垫 9.刀柄轴 10.刀柄轴上调整垫 11.轴承盖板 12.锥齿轮Ⅰ 13.弹簧垫圈Ⅰ 14.锥齿轮Ⅱ 15.锥齿轮调整垫 16.定向轴 17.刀具轴内侧密封盖 18.内六角圆柱头螺钉 19.刀具轴外侧密封盖 20.开槽沉头螺钉Ⅱ 21.小密封圈 22.轴用弹性挡圈Ⅰ 23.圆螺母 24.平垫圈Ⅰ 25.短刀具定位套 26.长刀具定位套 27.刀具 28.平键Ⅱ 29.刀具调整垫 30.刀具轴端盖 31.大橡胶密封平垫 32.圆柱齿轮 33.弹簧垫圈Ⅱ 34.平键Ⅲ 35.M10六角薄螺母 36.过渡圆柱齿轮 37.轴用弹性挡圈Ⅱ 38.左过渡齿轮调整垫 39.过渡轴端盖 40.小橡胶密封平垫 41.驱动圆柱齿轮 42.M8六角薄螺母 43.轴承挡圈 44.角接触球轴承Ⅱ 45.驱动轴 46.驱动齿轮调整垫 47.右过渡齿轮调整垫 48.角接触球轴承Ⅲ 49.过渡轴 50.过渡轴密封盖 51.O型橡胶密封圈 52.齿轮调整垫 53.刀具轴 54.大密封圈 55.深沟球轴承 56.橡胶密封平垫
三、组合角度头铣刀传动
组合角度头铣刀在使用时,刀柄轴9装上拉钉,手动安装到机床主轴上,定向轴16插入机床端面的挡块中。主轴旋转后,带动刀柄轴9旋转,而定向轴16受挡块作用不旋转,所以角度头头体1也不旋转。通过一对锥齿轮Ⅰ12和锥齿轮Ⅱ14,动力从刀柄轴9传递到驱动轴45上,即刀柄轴9带动驱动轴45旋转。安装在驱动轴45上的驱动圆柱齿轮41,通过过渡圆柱齿轮36将动力传递到圆柱齿轮32上,即驱动轴45带动刀具轴53旋转。安装在刀具轴53上的8个刀具随着该轴一起旋转。
四、加工效率比较
传统方法使用加长杆三面刃铣刀,加工时属于悬臂结构,刀杆长且细,限制了刀具的转速及每齿进给量。而本文提到的组合角度头铣刀,由于是齿轮传动,转速不易过高,但是刀具轴两端有支点,每齿进给量稍大,保守一点,每个刀片的加工效率与传统方法相当,因此,使用角度头铣刀,加工效率将大大提高,约为原来的8倍。
编辑推荐





最新资讯
-
“锂”想万家——比亚迪叉车在家电行
2025-04-28 10:02
-
全球工业数字化领袖齐聚申城,共绘智
2025-04-28 08:28
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22