
德国人的装配技术,附装配技术要求
2017-01-31 16:37:16·
微信公众号

装配技术并不是只是装配人才看,我们多看看,对我们并没什么不好,从中体会到德国的精髓!装配技术要求1、基本要求1.1 必须按照设计、工艺要求及本规定和有关标准进行装配。1.2 装配环境必须清洁。高精度产品的装配环境温度、湿度、防尘量、照明防震等必须符合有关规定。1.3 所有零部件(包括外购、外协件)必须具有检验合
装配技术并不是只是装配人才看,我们多看看,对我们并没什么不好,从中体会到德国的精髓!
装配技术要求
1、基本要求
1.1 必须按照设计、工艺要求及本规定和有关标准进行装配。
1.2 装配环境必须清洁。高精度产品的装配环境温度、湿度、防尘量、照明防震等必须符合有关规定。
1.3 所有零部件(包括外购、外协件)必须具有检验合格证方能进行装配。
1.4 零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合相应清洁度要求。
1.5 装配过程中零件不得磕碰、划伤和锈蚀。
1.6 油漆未干的零件不得进行装配。
1.7 相对运动的零件,装配时接触面间应加润滑油(脂)。
1.8 各零、部件装配后相对位置应准确。
1.9 装配时原则上不允许踩机操作,特殊部位必须上机操作时应采取特
殊措施,应用防护罩盖住被踩部位,操作者须穿平底步鞋以防止破坏漆膜,电瓶及非金属等强度较低部位严禁踩踏。
2、联接方法的要求
2.1 螺钉、螺栓联接
2.1.1
螺钉、螺栓和螺母紧固时严禁打击或使用不合适的旋具与板手,紧固后螺钉槽、螺母、螺钉及螺栓头部不得损伤。
2.1.2
有规定拧紧力矩要求的紧固件,应采用力矩扳手按规定拧紧力矩紧固。未规定拧紧力矩的螺栓,其拧紧力矩可参考附录一的规定 。
2.1.3
同一零件用多个螺钉或螺栓紧固时,各螺钉(螺栓)需顺时针、交错、对称逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始。
2.1.4
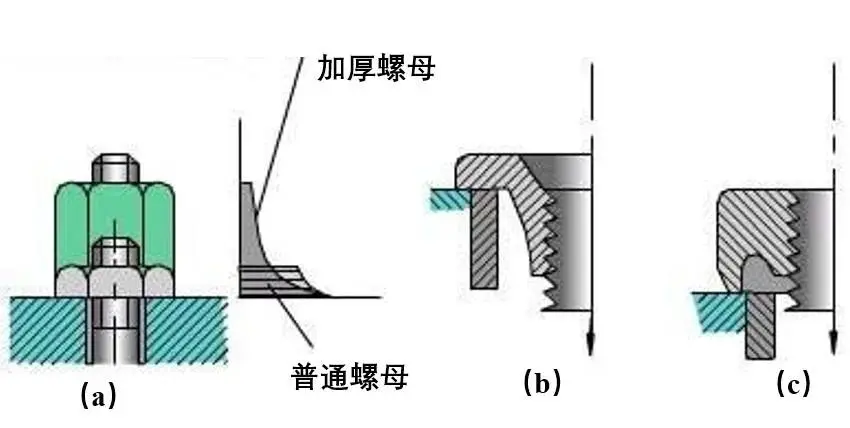
用双螺母时,应先装薄螺母后装厚螺母。
2.1.5
螺钉、螺栓和螺母拧紧后,螺钉、螺栓一般应露出螺母1-2个螺距。
2.1.6
螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合。
2.2销连接
2.2.1
定位销的端面一般应略高出零件表面,带螺尾的锥销装入相关零件后,其大端应沉入孔内。
2.2.2
开口销装入相关零件后,其尾部应分开60°一90°。
2.2.3重要的圆锥销装配时应与孔进行涂色检查,其接触长度不应小于工作长度的60%,并应分布在接合面的两侧。
2.3 键连接
2.3.1
平键与固定键的键槽两侧面应均匀接触,其配合面间不得有间隙。
2.3.2
间隙配合的键(或花键)装配后,相对运动的零件沿着轴向移动时,不得有松紧不均现象。
2.2.3
钩头键、锲键装配后其接触面积应不小于工作面积的70%,且不接触部分不得集中于一处;外露部分的长度应为斜面长度的10%~15%。
2.4 .铆接
2.4.1
铆接的材料和规格尺寸必须符合设计要求。铆钉孔的加工应符合有关标准规定。
2.4.2
铆接时不得破坏被铆接零件的表面,也不得使被铆接零件的表面变形。
2.4.3
除有特殊要求外,一般铆接后不得出现松动现象,铆钉的头部
必须与被铆接零件紧密接触,并应光滑圆整。
2.5 滚动轴承的装配
2.5.1
轴承在装配前必须是清洁的。
2.5.2
对于油脂润滑的轴承,装配后一般应注入约二分之一空腔符合规定的润滑脂。
2.5.3
用压入法装配时,应用专门压具或在过盈配合环上垫以棒或套,不得通过滚动体和保持架传递压力或打击力。
2.5.4
轴承内圈端面一般应紧靠轴肩,对圆锥滚子轴承和向心推力轴承应不大于0.05mm,其它轴承应不大于0.1mm。
2.5.5
轴承外圈装配后,其定位端轴承盖与垫圈或外圈的接触应均匀。
2.5.6
装配可拆卸的轴承时,必须按内外圈和对位标记安装,不得装反或与别的轴承内外圈混装。
2.5.7
可调头装配的轴承,在装配时应将有编号的一端向外,以便识别。
2.5.8
带偏心套的轴承,在装配时偏心套的拧紧方向应与轴的旋转方向一致。
2.5.9
滚动轴承装好后,相对运动件的转动应灵活、轻便,不得有卡滞现象。.
2.5.10
单列圆锥滚子轴承、推力角接触轴承、双向推力球轴承在装配时轴向间隙应符合图纸及工艺要求。
2.5.11轴承外圈与开式轴承座及轴承盖的半圆孔均应接触良好,用涂色法检验时,与轴承座在对称于中心线的120°范围内应均匀接触;与轴承盖在对称于中心线90°范围内就均匀接触。在上述范围内,用0.03mm的塞尺检查时,不得塞入外环宽度的三分之一。
2.5.12在轴的两边装配径向间隙有可调的向心轴承,并且轴向位移是以两端端盖限位时,只能一端轴承紧靠端盖,另一端必须留有轴向间隙C=α△tl+0.15(L:两轴中心距(mm) α:轴的材料线胀系数 △t:轴最高工作温度与环境温度之差(℃) 0.15:轴热胀后应剩余的间隙(mm))。
3 链轮链条的装配
3.1 链轮与轴的配合必须符合设计要求。
3.2 主动链轮与从动链轮的轮齿几何中心平面应重合,其偏移量不得超过设计要求。若设计未规定,一般应小于或等于两轮中心距的千分之二。
3.3 链条与链轮啮合时,工作边必须拉紧,并保证啮合平稳。
3.4 链条非工作边的下垂度应符合设计要求。若设计未规定,应按两链轮中心距的1%~2%调整。
4 带与带轮的装配
4.1 同一回路的带轮轮槽对称中心面的位置度为:中心距小于1.2m时不大于带轮中心距的0.3%;大于或等于1.2m时不大于带轮中心距的0.5%。
4.2 各传动带的张紧度应达到福田“谷神2”系统检验卡的要求
5 液压系统的装配
5.1 液压系统的管路在装配前必须除锈、清洗,在装配和存放时应注意防尘、防锈。
5.2 各种管子不得有凹痕、皱折、压扁、破裂等现象,管路弯曲处应圆滑,不得有扭转现象。
5.3 管路的排列要整齐,并要便于液压系统的调整和维修。
5.4 注入液压系统的液压油应符合设计和工艺要求。
5.5 装配后液压管路及元件不得有渗漏油现象,为防止渗漏,装配时允许使用密封填料和密封胶,但应防止进入系统中。
5.6 液压操纵系统和转向系统应灵活、无卡滞现象。
5.7 液压系统装好后,应按有关标准进行运转试验。
5.8 有关液压系统和液压元件的其它要求应符合GB/T3766的规定。
6.电气系统的装配
6.1 电气元件在装配前应进行测试、检查,不合格者不能进行装配。
6.2 仪表、指示器显示的数码、信号应清晰准确,开关工作可靠。
6.3 应严格按照电气装配图样要求进行布线和连接。
6.4 所有导线的绝缘层必须完好无损,导线剥头处的细铜丝必须拧紧,需要时搪锡。
6.5 焊点必须牢固,不得有脱焊或虚焊现象。焊点应光滑、均匀。
7 平衡
7.1 脱粒滚筒、无级变速和转速超过400r/min、重量大于5kg的带
轮应进行静平衡或动平衡试验,平衡精度均不应低于G6.3级。
7.2 对回转零部件的不平衡质量可用下述方法进行校正:
7.2.1
用补焊、螺纹连接等加配质量(配重)。
7.2.2
用钻销去除质量(去重)。
7.2.3
改变平衡块的数量和位置。
7.3 用加配质量的方法校正时,必须固定牢靠,以防止在工作过程中松动或飞出。
7.4 用去除质量的方法校正时,注意不得影响零件的刚度、强度和外观。
7.5 对于组合式回转体,经总体平衡后,不得再任意移动或调换零件。
8 各调节机构应保证操作方便,调节灵活、可靠。各部件调节范围应能达到规定的极限位置。
9 各操纵机构应保证操作轻便灵活、松紧适度。所有要求自动回位的操纵件,在操纵力去除后,应能自动返回原来位置。
10 总装
10.1 总装时,对随机附件也应进行试装,并要保证设计要求。
10.2刚性割台离地间隙应一致,其差值允许不大于15mm。
10.3行走制动装置和停车制动装置,应保证收割机停车可靠。
10.4发动机启动应顺利平稳,熄火彻底可靠;在环境温度不低于-50C时,应能顺利起动。
10.5 所有整机标志应按设计要求粘贴到指定部位,不得偏斜或不平整。
10.6试验机器在出厂前应保证主机有2小时以上的运转记录。
- 下一篇:东风汽车集团PLM项目上线
- 上一篇:格劳博五轴联动加工的独门绝技,实力强大!
举报 0
收藏 0
分享 119
-

推动汽车行业转型的引领者——面向未来的总装NE
2024-12-03 -

总装工艺成本优化实践案例
2024-08-05 -
如何提高螺栓连接的强度?
2024-07-30 -

案例分析:螺栓“跑丢了”!
2024-07-29
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37