
新型机器人冲压自动化生产线:KBS,DDC,ATC分别是什么?
2018-02-01 10:10:42· 来源:中国汽车工业工程公司 作者:赵赦
微信公众号

近年来汽车销量的不断攀升,各个汽车厂产能不断扩增。与此同时为满足高速生产的发展要求,作为汽车生产四大工艺首序的冲压,在大批量生产方面也不断的涌现出各种新工艺、新技术。冲压自动化则是在冲压生产中提高生产效率最为关键的技术之
近年来汽车销量的不断攀升,各个汽车厂产能不断扩增。与此同时为满足高速生产的发展要求,作为汽车生产四大工艺首序的冲压,在大批量生产方面也不断的涌现出各种新工艺、新技术。冲压自动化则是在冲压生产中提高生产效率最为关键的技术之一,现阶段各工厂生产中有着多种形式的冲压自动化,如普通机器人生产、七轴机器人生产、机械手生产等。随着技术不断进步,越来越多的自动化形式不断涌现,本文将对一种新型机器人冲压自动化生产线的应用进行详细的讨论。
KBS机器人自动化系统填补了机器人在冲压生产中高速生产的空白。该技术大幅提高了生产效率和节拍,便于提升产能,还保持了机器人柔性生产的特性。
传统冲压自动化、普通机器人冲压线、七轴机器人冲压线、机械手冲压线对比分析

传统的冲压自动化形式
冲压自动化简单的讲就是指在冲压生产过程中将上料、拆跺、零件在压机间输送、废料排出等工作通过自动机械装置(机器人或机械手)代替人工生产的过程。传统的冲压自动化生产线主要包括普通机器人冲压线、七轴机器人冲压线、机械手冲压线。
普通机器人冲压线
经过多年来自动化技术的不断进步、更新,现阶段我们将六轴或者轴数小于六轴的机器人(现多指六轴)冲压自动化线称为普通机器人冲压线,此种冲压线柔性高,对于各种复杂零件都易于实现自动化,对模具要求小,但其节拍较低,并且要求在生产中任意前后两个工序的模具都要旋转180度才行,这也是受其轴数低、自由度少的限制所致。不过此种机器人自动化线(本文所指自动化线均为冲压生产中自动化部分,并不包含压力机)成本较低。
七轴机器人冲压线
七轴机器人是在六轴机器人基础开发出来的,在机器人手臂末端增加了直线七轴,比六轴机器人拥有更快的输送速度,并可以实现零件在各个工序间的同向输送,无需象六轴机器人那样前后两序旋转180度。此种机器人对模具的要求也不高,但较六轴机器人对模具的要求增加了模具开口净高要高一点,保证第七轴可以进入上下模具之间。此种自动化方式较六轴机器人自动化线成本约高出1.6倍。
机械手冲压线
如果说机器人冲压线是冲压生产中对标准机器人的自动化集成及应用,那么机械手冲压线与机器人冲压线有所不同,它属于专业设备,是专门为冲压过程所设计并使用的非标准自动化设备。目前机械手应用较多的有两种形式——单臂机械手及双臂机械手,从名字上可以清楚表达出两种形式的使用方式,即单横杆输送及双横杆的输送(将机械手输送的横杆称之为臂)。无论那种形式的机械手自动化,它们与生产的零件关系更加密切,因此他们对模具的要求更高,当然节拍也更快,稳定性高,但成本却是普通机器人线的2.5-4倍。
新型机器人冲压自动化生产线
传统的机器人冲压自动化线有着很好的柔性以及在模具中的通过性,但较机械手生产节拍及稳定性都略有不及。但随着市场的不断增大,高速生产必然是冲压自动化的关键。经过不断的研发结合生产的经验,新型的机器人冲压自动化生产线已经面世。该冲压自动化线与传统的机器人冲压自动化线的主要区别在于输送机器人采用双机器人+连接杆的形式输送,有些类似于机械手的双臂线。其生产节拍可达10~14次/min,并兼顾了机器人自动线的柔性生产。本文即对这条新型的机器人自动化生产线进行详细介绍。
整线过程描述
整线从头至尾包括以下流程和主要构件:
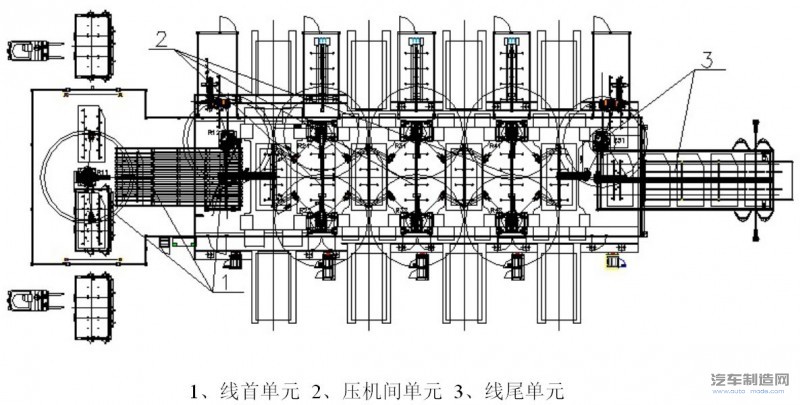
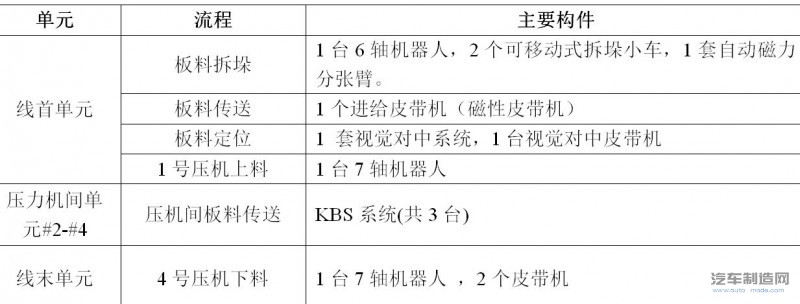
线首单元
线首单元由2台板料拆跺小车、1台六轴拆跺机器人,输送皮带机、视觉对中系统以及1台7轴的上料机器人组成。
采用两台拆跺小车目的是节省生产时间:确保运行稳定性。当第一台拆跺小车在生产工作时,另外一台在进行人工更换板料、磁力分张并进入生产线内等待,当第一台拆跺小车上的料片完全生产完成后机器人直接到第二台拆跺小车上进行料片抓取,而第一台拆跺小车则自行开出,进行人工更换料片,周而复始。整个过程生产线完全不会停止。
位于线首的拆垛机器人采用6轴机器人,按生产板料规格考虑,此机器人最大负载可达130kg,最大的工作距离为3.1m。
拆垛机器人配备通用端拾器,可吸取不同大小、不同形状的板料。同时拆垛机器人配备双张传感器。如果检测到双料会自动放下重新抓取,如果第二次检测到双料,再重复一次抓取,第三次如果还检测到双料,会显示警告,并且系统停止。
为能使坯料正确进入#1 号压机,板料需要对中,通过视觉对中系统,机器人能了解坯料的正确位置。一旦板料在对中台上对中后,上料机器人从已知位置/方向的对中台上拾取零件,并投入首台压机。为保证整线生产节拍,上料机器人采用七轴机器人。

线首拆跺及上料机器人

工件在压机间的传输为平行移动
压机间单元(KBS系统)
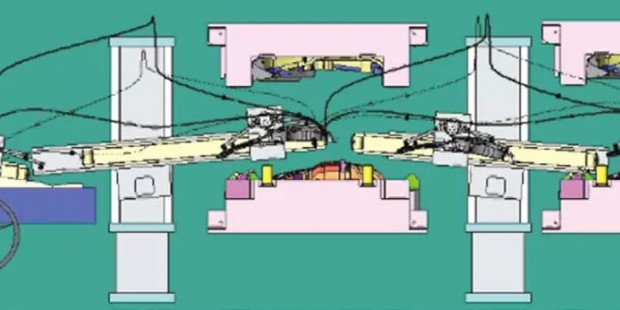
压机间输送:P#1àP#2,P#2àP#3, P#3àP#4,每个压机间单元(见图2)主要由下面设备组成:
1台KBS 系统,基于两台配备多动功能的冲压专用的六轴机器人,这两台机器人型号完全相同,以压机中心线对称布置,受专业控制软件控制,可以达到工作时步调完全一致的对称式运动,以满足高速输送板料的要求。除此之外KBS系统还有1根横杆,将两个机器人连接到一体,在横杆上安装抓取工件的端拾器。
KBS可方便地配置板料分离装置以适应双料生产时在压机间传输时中心距的变化。
相对传统的单机器人输送过程,KBS系统优势明显,但由于其较普通机器人线复杂得多,因此在实施过程中会有更多的事项需要注意:由于KBS系统增加了横杆以及机器人与横杆连接的连接轴,因此在进入压机内部时,其通过高度要较传统的机器人线高出300mm的距离。这就要就模具打开后允许机器人进入的空间增加,压机滑块的行程也要增加。同时KBS系统与设备之间的干涉问题也不容小视,要保证双机器人的同步运行,必然其运动轨迹会受限制,因此与压机立柱、滑块、以及滑块上安装的部件例如快速模具夹紧器之间的干涉在项目实施工程中都必须考虑周全。
线尾单元
线尾单元由1台七轴下料机器人,以及两个长皮带机及收料台组成。在最后一台压机完成冲压生产后,由下料机器人将板件抓取放置长皮带输送机上,下线检查人员对工件进行检查,合格产品被输送至收料台上由人工进行收料,不合格的工件则直接由质检员标识出来,放置返修工件存放区内。
ATC单元
整线除拆垛机器人以外,其余机器人均具备端拾器自动更换功能(简称ATC)。拆垛机器人使用的是通用端拾器, 可适应各种板料,无须更换。
端拾器的自动更换非常简便,快速,可以在2分钟内完成。同时,端拾器的自动更换不会影响压力机模具的更换。更换端拾器的准备工作可以在生产线正在生产的时候完成。在生产切换时,端拾器被自动的更换。机器人被整线控制系统监控并安全互锁。
DDC系统
DDC系统实际是一种冲压生产时压力机所用的伺服驱动系统。由于KBS系统需求将压机行程提高300,这就意味着在相同生产节拍的时候首台压机在拉延成型时滑块速度较以往大很多,从而会影响冲压件拉延效果。DDC系统是一种新型的伺服技术,他采用伺服驱动的方式,将压机传动齿轮与DDC本身齿轮连接,当滑块在快速上升、下降阶段时,DDC离合器连接,压机离合器断开,使得滑块受控于DDC系统,而与本身压机系统脱离,实现快速上升与下降,当在拉延过程中,DDC离合器断开,压机离合连接,使滑块又在自身的传动系统中工作,从而同样达到了提高节拍而不增加滑块拉延时速度的效果。
DDC提供两种不同的压机工作模式,即普通机械压机和伺服压机,操作者可以随意选择两种工作模式中的一种。
KBS机器人自动化系统填补了机器人在冲压生产中高速生产的空白。该技术大幅提高了生产效率和节拍,便于提升产能,还保持了机器人柔性生产的特性。
传统冲压自动化、普通机器人冲压线、七轴机器人冲压线、机械手冲压线对比分析
传统的冲压自动化形式
冲压自动化简单的讲就是指在冲压生产过程中将上料、拆跺、零件在压机间输送、废料排出等工作通过自动机械装置(机器人或机械手)代替人工生产的过程。传统的冲压自动化生产线主要包括普通机器人冲压线、七轴机器人冲压线、机械手冲压线。
普通机器人冲压线
经过多年来自动化技术的不断进步、更新,现阶段我们将六轴或者轴数小于六轴的机器人(现多指六轴)冲压自动化线称为普通机器人冲压线,此种冲压线柔性高,对于各种复杂零件都易于实现自动化,对模具要求小,但其节拍较低,并且要求在生产中任意前后两个工序的模具都要旋转180度才行,这也是受其轴数低、自由度少的限制所致。不过此种机器人自动化线(本文所指自动化线均为冲压生产中自动化部分,并不包含压力机)成本较低。
七轴机器人冲压线
七轴机器人是在六轴机器人基础开发出来的,在机器人手臂末端增加了直线七轴,比六轴机器人拥有更快的输送速度,并可以实现零件在各个工序间的同向输送,无需象六轴机器人那样前后两序旋转180度。此种机器人对模具的要求也不高,但较六轴机器人对模具的要求增加了模具开口净高要高一点,保证第七轴可以进入上下模具之间。此种自动化方式较六轴机器人自动化线成本约高出1.6倍。
机械手冲压线
如果说机器人冲压线是冲压生产中对标准机器人的自动化集成及应用,那么机械手冲压线与机器人冲压线有所不同,它属于专业设备,是专门为冲压过程所设计并使用的非标准自动化设备。目前机械手应用较多的有两种形式——单臂机械手及双臂机械手,从名字上可以清楚表达出两种形式的使用方式,即单横杆输送及双横杆的输送(将机械手输送的横杆称之为臂)。无论那种形式的机械手自动化,它们与生产的零件关系更加密切,因此他们对模具的要求更高,当然节拍也更快,稳定性高,但成本却是普通机器人线的2.5-4倍。
新型机器人冲压自动化生产线
传统的机器人冲压自动化线有着很好的柔性以及在模具中的通过性,但较机械手生产节拍及稳定性都略有不及。但随着市场的不断增大,高速生产必然是冲压自动化的关键。经过不断的研发结合生产的经验,新型的机器人冲压自动化生产线已经面世。该冲压自动化线与传统的机器人冲压自动化线的主要区别在于输送机器人采用双机器人+连接杆的形式输送,有些类似于机械手的双臂线。其生产节拍可达10~14次/min,并兼顾了机器人自动线的柔性生产。本文即对这条新型的机器人自动化生产线进行详细介绍。
整线过程描述
整线从头至尾包括以下流程和主要构件:
线首单元
线首单元由2台板料拆跺小车、1台六轴拆跺机器人,输送皮带机、视觉对中系统以及1台7轴的上料机器人组成。
采用两台拆跺小车目的是节省生产时间:确保运行稳定性。当第一台拆跺小车在生产工作时,另外一台在进行人工更换板料、磁力分张并进入生产线内等待,当第一台拆跺小车上的料片完全生产完成后机器人直接到第二台拆跺小车上进行料片抓取,而第一台拆跺小车则自行开出,进行人工更换料片,周而复始。整个过程生产线完全不会停止。
位于线首的拆垛机器人采用6轴机器人,按生产板料规格考虑,此机器人最大负载可达130kg,最大的工作距离为3.1m。
拆垛机器人配备通用端拾器,可吸取不同大小、不同形状的板料。同时拆垛机器人配备双张传感器。如果检测到双料会自动放下重新抓取,如果第二次检测到双料,再重复一次抓取,第三次如果还检测到双料,会显示警告,并且系统停止。
为能使坯料正确进入#1 号压机,板料需要对中,通过视觉对中系统,机器人能了解坯料的正确位置。一旦板料在对中台上对中后,上料机器人从已知位置/方向的对中台上拾取零件,并投入首台压机。为保证整线生产节拍,上料机器人采用七轴机器人。
线首拆跺及上料机器人
工件在压机间的传输为平行移动
压机间单元(KBS系统)
压机间输送:P#1àP#2,P#2àP#3, P#3àP#4,每个压机间单元(见图2)主要由下面设备组成:
1台KBS 系统,基于两台配备多动功能的冲压专用的六轴机器人,这两台机器人型号完全相同,以压机中心线对称布置,受专业控制软件控制,可以达到工作时步调完全一致的对称式运动,以满足高速输送板料的要求。除此之外KBS系统还有1根横杆,将两个机器人连接到一体,在横杆上安装抓取工件的端拾器。
KBS可方便地配置板料分离装置以适应双料生产时在压机间传输时中心距的变化。
相对传统的单机器人输送过程,KBS系统优势明显,但由于其较普通机器人线复杂得多,因此在实施过程中会有更多的事项需要注意:由于KBS系统增加了横杆以及机器人与横杆连接的连接轴,因此在进入压机内部时,其通过高度要较传统的机器人线高出300mm的距离。这就要就模具打开后允许机器人进入的空间增加,压机滑块的行程也要增加。同时KBS系统与设备之间的干涉问题也不容小视,要保证双机器人的同步运行,必然其运动轨迹会受限制,因此与压机立柱、滑块、以及滑块上安装的部件例如快速模具夹紧器之间的干涉在项目实施工程中都必须考虑周全。
线尾单元
线尾单元由1台七轴下料机器人,以及两个长皮带机及收料台组成。在最后一台压机完成冲压生产后,由下料机器人将板件抓取放置长皮带输送机上,下线检查人员对工件进行检查,合格产品被输送至收料台上由人工进行收料,不合格的工件则直接由质检员标识出来,放置返修工件存放区内。
ATC单元
整线除拆垛机器人以外,其余机器人均具备端拾器自动更换功能(简称ATC)。拆垛机器人使用的是通用端拾器, 可适应各种板料,无须更换。
端拾器的自动更换非常简便,快速,可以在2分钟内完成。同时,端拾器的自动更换不会影响压力机模具的更换。更换端拾器的准备工作可以在生产线正在生产的时候完成。在生产切换时,端拾器被自动的更换。机器人被整线控制系统监控并安全互锁。
DDC系统
DDC系统实际是一种冲压生产时压力机所用的伺服驱动系统。由于KBS系统需求将压机行程提高300,这就意味着在相同生产节拍的时候首台压机在拉延成型时滑块速度较以往大很多,从而会影响冲压件拉延效果。DDC系统是一种新型的伺服技术,他采用伺服驱动的方式,将压机传动齿轮与DDC本身齿轮连接,当滑块在快速上升、下降阶段时,DDC离合器连接,压机离合器断开,使得滑块受控于DDC系统,而与本身压机系统脱离,实现快速上升与下降,当在拉延过程中,DDC离合器断开,压机离合连接,使滑块又在自身的传动系统中工作,从而同样达到了提高节拍而不增加滑块拉延时速度的效果。
DDC提供两种不同的压机工作模式,即普通机械压机和伺服压机,操作者可以随意选择两种工作模式中的一种。









最新资讯
-
“锂”想万家——比亚迪叉车在家电行
2025-04-28 10:02
-
全球工业数字化领袖齐聚申城,共绘智
2025-04-28 08:28
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22