
伏能士新型 ArcTig 焊接工艺
2018-02-21 17:47:25·
微信公众号

出色的冷却效果可保证最佳的焊接质量在焊接过程中,重要的不仅是焊缝质量,焊接速度也很关键。这两者都可提高焊工工作效率,进而降低成本。伏能士已经利用改良的 TIG 工艺和 ArcTig 对可满足以上要求的机械化连接焊接进行了创新。特殊焊
出色的冷却效果可保证最佳的焊接质量
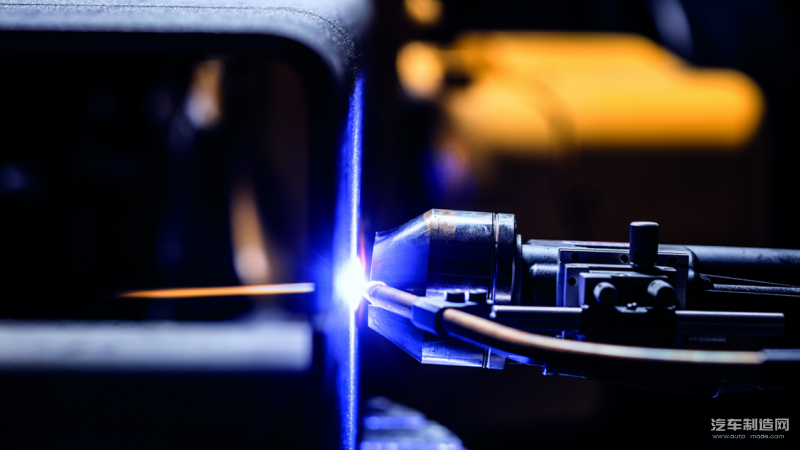
在焊接过程中,重要的不仅是焊缝质量,焊接速度也很关键。这两者都可提高焊工工作效率,进而降低成本。伏能士已经利用改良的 TIG 工艺和 ArcTig 对可满足以上要求的机械化连接焊接进行了创新。特殊焊枪可将 TIG 电弧集中在目标点上,有效提高能量密度。用户无需进行复杂的焊缝制备就能快速高效地将厚度最大为 10 毫米的高合金板和管道焊接在一起。
伏能士 ArcTig 焊接工艺是基于钨惰性气体焊接(简称 TIG)的基本原理研制而成的。在该工艺中,电弧在无氧的惰性气体环境下燃烧,燃烧位置在不溶钨极和金属部件之间。电流会使电极温度升高,进而产生电子流。这会降低合成电阻的阻值,造成电弧强度减弱、宽度增加。由于惰性保护气体的存在,液态熔池内不会发生化学反应。这样,在焊出优质焊缝的同时还可防止材料出现回火色及飞溅情况,保证焊缝形状最佳。TIG 焊接适用于不同材料(包括钛等复杂材料)和应用。
ArcTig 焊接工艺设计用于容器和管道结构以及涡轮机、特殊机器、起重机和油罐制造。此处最为重要的革新是带有电极夹紧系统的优化焊枪,此焊枪可保证电极冷却至末端。这可增大组合电阻的阻值进而产生较高的电弧电压。此时的电子发射发生在小范围内,但密度却极高。这使得电弧宽度减小,更加集中,用户可由此得到高质量的焊缝。冷却的另一个好处在于它可防止焊接过程中电极过热,提升电弧稳定性、提升使用寿命并优化起弧质量。用户可根据 ArcTig 工艺将所有伏能士 TIG 焊接电源的输出电流轻松调至 220 安培以上。唯一所需的设备是一款新型焊枪外加一个热交换器以提供所需的冷却功率以及温度稳定性。ArcTig 可作为完整系统使用。
更短的加工时间和更低的填充金属成本
由于高压电弧非常集中,因此可使用 ArcTig 通过一个焊接层将多个部件焊接在厚度最大为 10 毫米的金属材料上。传统的 TIG 焊接通常需要多个焊接层。另外,这种情况下用户通常不再需要对装备组件进行长时间的准备工作。由于焊缝准备过程中未预留坡口,因此 ArcTig 工艺无需为熔池提供支持。由于焊缝的凸起程度被降到了最低且热输入的减少使得焊接变形变得极其微小,这一切都在极大程度上减少了重复工作。这可大大缩短加工时间,而焊接工艺也允许采用更快的焊接速度。除此之外,随着焊缝数量减少,金属成本也得以降低。
ArcTig 在操作方面也极具优势:因其与 TIG 焊接极其相似,用户不需要花费大量时间进行适应和学习,只需设定几个参数就可以进行焊接操作,因而大幅缩减了培训需要并避免了焊工的不当操作。用户可利用标准 TIG 电极,此类电极可根据需要迅速更换且可以轻松进行重新研磨。新的电极夹紧系统可在较大区域内夹紧电极。为了更好的接近焊缝和操纵电弧,可根据需要对电极自由端进行调整。
伏能士 ArcTig 焊接工艺的焊接速度快、焊缝质量高。
在焊接过程中,重要的不仅是焊缝质量,焊接速度也很关键。这两者都可提高焊工工作效率,进而降低成本。伏能士已经利用改良的 TIG 工艺和 ArcTig 对可满足以上要求的机械化连接焊接进行了创新。特殊焊枪可将 TIG 电弧集中在目标点上,有效提高能量密度。用户无需进行复杂的焊缝制备就能快速高效地将厚度最大为 10 毫米的高合金板和管道焊接在一起。
伏能士 ArcTig 焊接工艺是基于钨惰性气体焊接(简称 TIG)的基本原理研制而成的。在该工艺中,电弧在无氧的惰性气体环境下燃烧,燃烧位置在不溶钨极和金属部件之间。电流会使电极温度升高,进而产生电子流。这会降低合成电阻的阻值,造成电弧强度减弱、宽度增加。由于惰性保护气体的存在,液态熔池内不会发生化学反应。这样,在焊出优质焊缝的同时还可防止材料出现回火色及飞溅情况,保证焊缝形状最佳。TIG 焊接适用于不同材料(包括钛等复杂材料)和应用。
ArcTig 焊接工艺设计用于容器和管道结构以及涡轮机、特殊机器、起重机和油罐制造。此处最为重要的革新是带有电极夹紧系统的优化焊枪,此焊枪可保证电极冷却至末端。这可增大组合电阻的阻值进而产生较高的电弧电压。此时的电子发射发生在小范围内,但密度却极高。这使得电弧宽度减小,更加集中,用户可由此得到高质量的焊缝。冷却的另一个好处在于它可防止焊接过程中电极过热,提升电弧稳定性、提升使用寿命并优化起弧质量。用户可根据 ArcTig 工艺将所有伏能士 TIG 焊接电源的输出电流轻松调至 220 安培以上。唯一所需的设备是一款新型焊枪外加一个热交换器以提供所需的冷却功率以及温度稳定性。ArcTig 可作为完整系统使用。
更短的加工时间和更低的填充金属成本
由于高压电弧非常集中,因此可使用 ArcTig 通过一个焊接层将多个部件焊接在厚度最大为 10 毫米的金属材料上。传统的 TIG 焊接通常需要多个焊接层。另外,这种情况下用户通常不再需要对装备组件进行长时间的准备工作。由于焊缝准备过程中未预留坡口,因此 ArcTig 工艺无需为熔池提供支持。由于焊缝的凸起程度被降到了最低且热输入的减少使得焊接变形变得极其微小,这一切都在极大程度上减少了重复工作。这可大大缩短加工时间,而焊接工艺也允许采用更快的焊接速度。除此之外,随着焊缝数量减少,金属成本也得以降低。
ArcTig 在操作方面也极具优势:因其与 TIG 焊接极其相似,用户不需要花费大量时间进行适应和学习,只需设定几个参数就可以进行焊接操作,因而大幅缩减了培训需要并避免了焊工的不当操作。用户可利用标准 TIG 电极,此类电极可根据需要迅速更换且可以轻松进行重新研磨。新的电极夹紧系统可在较大区域内夹紧电极。为了更好的接近焊缝和操纵电弧,可根据需要对电极自由端进行调整。
伏能士 ArcTig 焊接工艺的焊接速度快、焊缝质量高。
- 下一篇:博世和大陆集团遭受巨额罚款
- 上一篇:汽车的发展方向,竟然和飞机是一样的?



编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37