
可翻转式辊道在发动机装配线的应用
微信公众号

装配线辊道作为发动机托盘流转的承载及驱动装置,是柔性装配系统的最基本组成单元。随着汽车工业的高速发展,发动机的装配线系统向着柔性化、智能化方向发展。发动机的装配、运输和入库以及零件物流拉动、上线和安装,通过辊道系统优化设计可形成一个环形封闭运输链。相比单独配备转运人员与物流通道规划,辊道系统结合自行小车形成的运输链,人员需求更少、系统化集成控制程度更高且响应时间更短。目前行业内已出现一种完全抛弃传统辊道,采用AGV小车模块化集成装配的方案,工位间的工具配置与配送物流差异进一步减少,手工工位间的装配内容可实现完全互换,工艺排布更加简单,系统的柔性化程序进一步提高。随着技术的发展,自行小车类非传统辊道将会得到更广泛的应用。
相比AGV及RGV小车等新技术,传统摩擦滚轮辊道依然是发动机装配线的中坚力量。目前国内发动机装配线大量配备摩擦辊道,由于其结构简单、投资成本低、最大程度地实现了非同步输送、系统运行可靠和行程度高等特点,进行产能扩充时,摩擦轮辊道仍是大多数厂家的第一选择。
典型的摩擦滚轮辊道
摩擦滚轮辊道基本设计理念为实现发动机非同步输送,即发动机到装配工位后自动停止,员工完成装配内容后,人工控制放行。工位间托盘放行控制独立,在缓冲足够的情况下,局部辊道设备故障不影响整线输出。每个工位托盘会自动停止,工位托盘的自动停止由传感器到位输出信号,阻挡气缸接收信号上升。辊道运输系统在生产启动前启动,辊道持续运转直到生产完成。
1.结构原理
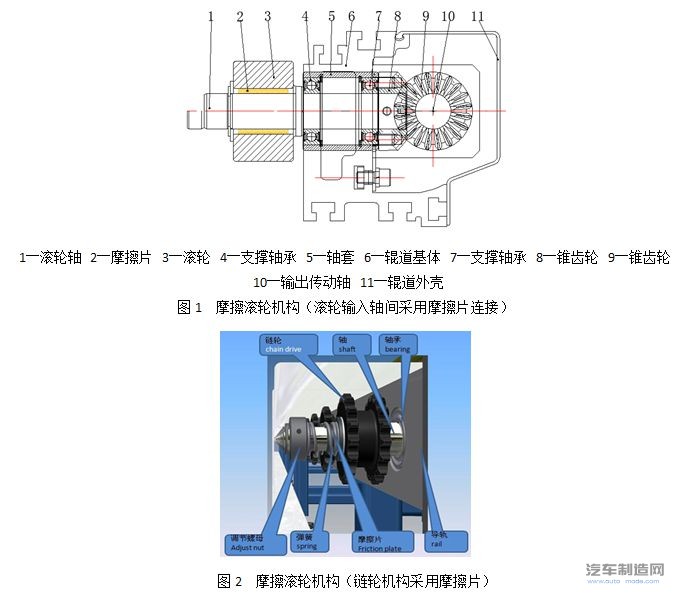
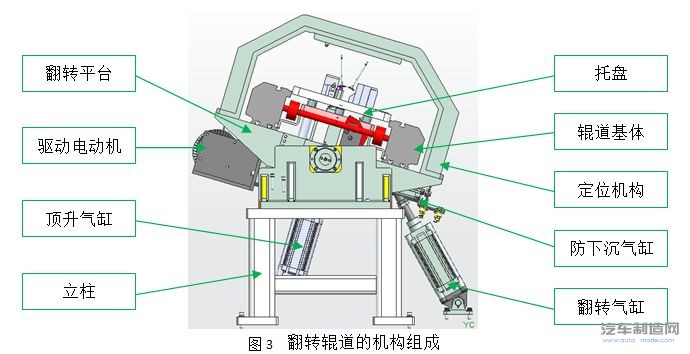
摩擦滚轮是辊道转矩传递部件,辊道的输送动力来源于电动机。电动机经过减速机调速后,转矩传递到滚轮上,滚轮与托盘直接接触,托盘由摩擦力控制前行。由于电动机持续运转,托盘需要周期性停放,为防止托盘停止时电动机出现过载,滚轮与输出轴间通过摩擦片连接,即托盘停止时,滚轮与电动机输出轴间出现“打滑”情况。摩擦片结构有多种,通常采用设计为两种:一种为滚轮和输入轴直接通过摩擦片连接(见图1);另一种为连接输出轴与输入轴链轮机构采用摩擦片结构(见图2),轴与滚轮之间通过销传递转矩,可通过弹簧调整摩擦力大小。
2.基本组成
典型摩擦滚轮辊道线运行速度约18m/min,线体设计载重根据托盘及发动机总重决定。汽油发动机装配线通常设计为2~3个环路,其中缸盖分装线单独一个环路,主线设计为1~2个环路。中小排量汽油发动机的缸盖分装线设计载重约为250kg,主线辊道载重约为700kg。
辊道结构通常设计为约1m或2m的标准辊道模块,每个模块采用单独的动力驱动,多个模块组合成为装配系统。标准的辊道模块采用单边电动机驱动,两侧滚轮通过动力连接轴传递转矩,单侧滚轮间动力传输通常采用链传动与锥齿轮传动两种形式。
辊道作为装配线载体单元,通常集成常用的电气控制单元与数据读写单元:控制模块通常安装于外侧,便于检查维修;辊道中部安装托盘位置传感器;自动站工位辊道需要额外增加镜面反射传感器,配合托盘上面的镜面使用,用于确认进站发动机的姿态是否正确;数据读写单元主流采用射频技术,分为读写器与数据块,其中读写器安装在辊道侧面与辊道中部,数据块与托盘随行。
辊道底部用于放置设备顶升翻转单元,用于自动站工位精确定位。辊道最下方通用用于布置封闭桥架,桥架内布置辊道系统几乎所有线缆气管,通常动力线、控制线和气管分开放置。
基本机构
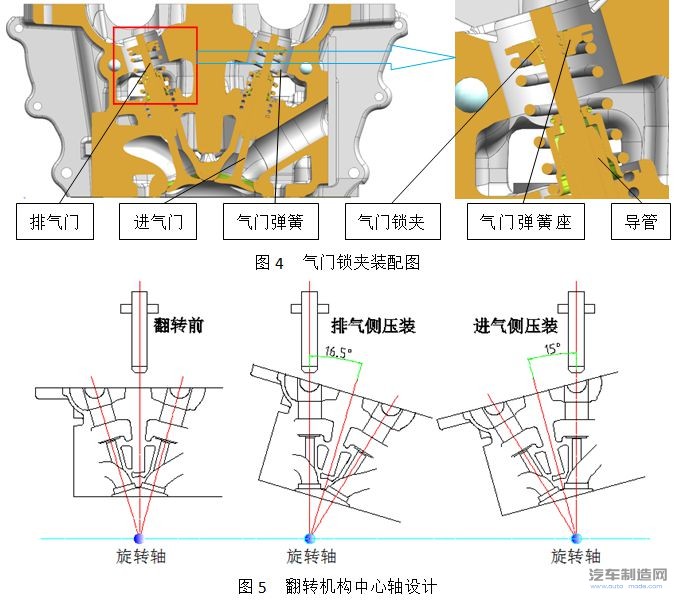
发动机的部分零件由于产品设计机构原因,需要将零件翻转一定角度后进行装配,传统辊道解决方案为在辊道下方增加独立的顶升翻转机构。可翻转式摩擦轮辊道为传统摩擦轮辊道的专业化设计应用,其主要设计思路为将顶升机构、翻转机构集成到辊道上,从而将设备机构与辊道更紧密地联系在一起,基本机构如图3所示。
对比传统辊道,翻转辊道具有以下优点:结构简化,顶升不需增加专用立柱机构;可在辊道上增加新的压紧限位,顶升气缸行程控制更准确;增加压紧限位后,可实现零件更大角度翻转;可将定位顶升翻转机构定位基准转换,由托盘零件基准变更为产品零件基准,提升定位精度;基准转换,消除托盘底面磨损带来的定位误差;辊道与顶升翻转机构集成,减少设备在现场精确定位工作,缩短调试时间。
在缸盖分装线的应用
发动机气门锁夹压装是发动机装配线缸盖分装线的关键工位,其中单槽机构气门锁夹装配在各发动机制造厂有着成熟的工艺与设备制备技术。为改善气门在燃烧室中热负荷的影响,提升气门寿命与工作性能,各主机厂开始逐步推广使用三槽气门锁夹机构。产品结构上的设计优化带来装配工艺的变化,对装配设备也提出了新的要求。
三槽气门锁夹压装是一种复杂的装配工艺,要实现大批量生产,设备需要智能化设计,如自动顶升翻转技术、零件自动上料技术、压紧技术、伺服控制技术和防错检测技术等。我公司柳州工厂为满足三槽锁夹压装工艺要求,通过招标新增两台半自动锁夹装机,为提升设备压装机精度,提升设备压装合格率,采用了翻转辊道结构。
1.锁片压装的产品要求
锁片压装时需将锁片凸起与气门槽口对齐,以我公司自主开发N系列发动机为例:气门杆凹槽处外径D=3.91±0.07mm,锁片凸起内径d=3.98 +0.180 ,由公差计算可知径向最小间隙为0,因此锁夹装配到位后,锁夹内部不与气门杆接触,即气门在锁片圆周方向不受约束,可自由旋转。气门在燃烧室的气流冲击下自由旋转,从而改善气门在燃烧室中热负荷的影响。
锁片装配轴向偏差是影响锁片装配合格率的关键,分析零件极限公差配合间隙:气门杆尺寸处于下差,锁片尺寸处于上差,且气门与锁片在圆周方向间隙为0的情况下,气门与锁夹在轴向方向的最大偏差为0.1mm。因此在一批零件处于极限公差,工件定位公差超出0.1mm时,锁片装配100%不合格,表现形式为锁片与气门错槽甚至出现零件损坏情况。
2.翻转结构设计要求
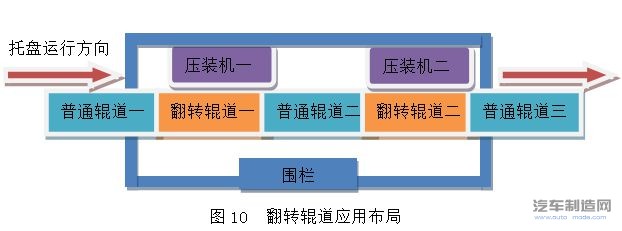
如图4所示,发动机的气门安装在缸盖的导管中,其中导管中心线与缸盖底面成一定角度,锁夹气门槽口相互啮合,气门弹簧座通过弹簧压缩力锁紧锁夹。为保证锁夹垂直压装,顶升翻转机构翻转缸盖一定角度后使气门处于垂直向上状态。垂直压装具有两个优点:消除零件重力影响,保证两片锁片位置一致性;可以使用一列压头完成进排两列气门锁夹压装,有效地减少了压头数量,降低了成本。单列压头完成两列气门锁夹压装,顶升翻转机构的旋转轴需要根据产品特性设计:旋转轴中心点为进排气门导管中心线的虚拟交点,如图5所示。
3.翻转辊道的基准转换
缸盖分装线滚轮与托盘底面直接摩擦接触,缸盖放置在托盘上,顶升翻转机构与托盘直接接触。传统辊道与翻转辊道顶升翻转机构均采用一面两销形式,但二者的定位基准选取不同。由于空间局限,16气门缸盖锁片压装通常设计成4个压头排列结构。水平定位尺寸精度在定位销孔不磨损的情况下,定位精度可通过单个压头变距补偿,且定位销与轴套为易损件,在此主要分析垂直方向由于基准选取不同带来的定位精度变化。
如图6所示,传统滚道的定位面使用托盘底面为定位基准,托盘底面直接与滚轮接触,长期磨损的情况下,托盘精度将逐步降低。

翻转辊道的定位面更改为缸盖上表面,采用缸盖,此时托盘底面转化为压紧面。锁夹压装机的压装基准通常选定缸盖上表面,进排气的锁夹压装深度通常不一致,采用伺服电动机精确控制压装深度。由于缸盖上表面通常存在用于CNC加工基准孔,用于加工缸体缸盖结合面,为进一步提升定位精度,可采用缸盖上表面基准孔为顶升翻转机构的定位孔。

由图8、图9可知,翻转辊道采用缸盖上表面定位,由于定位基准与压装基准重合,从而消除了托盘厚度公差影响。托盘厚度加工公差通常保证为0.05mm,因此整体定位精度提升0.05mm,同时能消除后续不可避免的托盘底面磨损带来的定位误差。0.05mm的定位误差占据了前面分析最大偏差的50%,针对零件处于极限公差的情况:采用翻转辊道定位精度提升了50%。
4.翻转辊道应用安全防护要求
翻转辊道由于运行期间整体运动,辊道的剪切伤害需要特别防护。翻转辊道与普通辊道配合使用能够有效消除翻转辊道机械伤害。图10是我公司三槽锁夹压装机采用的设备布局,普通辊道起到存储缓冲、隔绝机械伤害的作用,翻转辊道整体处于防护网中。
5.应用效果
我公司装配一期生产线已投入使用近10年,托盘出现不同程度磨损,若采用普通辊道结构,设备定位精度不足,设备合格率只能达到约85%。通过设计优化,采用翻转辊道技术,设备投入使用后,压装合格率稳定在95%,有效满足了产品大批量生产。
辊道系统的发展
发动机装配线系统正在向着更智能化、柔性化的方向发展:信息控制系统不断推陈出新将产品建造信息、人员的沟通响应和设备的纠错报警等信息流更紧密地联系到一起;视觉类新技术依靠高精度识别效果,在防错及零件抓取定位方面得到不断应用,有效地消除了人工失误,减轻了人员的工作强度;机器人的大批量应用正在不断取代原有的拧紧及装配类专机,有效地提升了装配线生产柔性;作为基体的辊道系统也需不断提升发展,从而有效承载新技术应用。本文所提到的翻转辊道可应用于更大气门倾角的缸盖零件装配,在发动机需要倾斜的工位有着更广泛的应用。翻转辊道可针对不同的工位应用做出更多创新应用,例如实现辊道360°旋转,用于铺设空间多层辊道;使发动机与地面呈现额定角度,人机工程改善。
结语
翻转辊道的应用需要根据各工厂的实际需要决定,针对旧线改造且零件装配精度高的情况,采用翻转辊道提高设备的定位精度是一种行之有效的方法。
-

比亚迪发布2024年ESG报告 以技术创新驱动可持续
2025-03-26 -

旭化成精细化工(南通)新工厂竣工
2025-03-18 -

新品上市|FLIR Si2x系列防爆声学成像仪,引领
2025-03-13 -

Spectrum推出可由以太网控制的超高速GHz数字化
2025-03-12
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37