
福斯为高效生产保驾护航 构建绿色制造体系
2018-02-27 10:38:51· 来源:福斯
微信公众号

锡柴与福斯的合作始于2003年,至今已有15年的历史了。如今,锡柴6DM系统的切削液使用寿命已超过协议要求一年以上,但目前性能仍维持在较佳状态。
2017年10月,中国一汽解放事业本部以原一汽解放汽车有限公司无锡柴油机厂为主体,整合道依茨一汽(大连)柴油机有限公司、第一汽车股份有限公司无锡油泵油嘴研究所、无锡大豪动力有限公司和第一汽车集团公司商用车研究院发动机开发所,组建一汽解放发动机事业部。原下属锡柴工厂(简称“锡柴”)于1943年建厂,是国内历史最久的柴油机制造企业之一,发动机产品功率覆盖40~550 hp,排量覆盖2.2~16 L,年产销柴油机30余万台,其中奥威CA6DM2(11 L)发动机市场份额更是突破60%,连续五年位居行业第一!
以品牌为统领,以转型升级、科技创新为动力,通过“第四次创业”的15年跨越式发展,锡柴实现了企业四大战略转变:由学习型企业向创新型企业转变,由技术跟随型向技术引领型转变,由产品营销向品牌营销转变,由内涵管理向精益管理转变;实现了两大突破,即突破产品平台的瓶颈和突破产能制约的瓶颈;实现了两大接轨,产品水平接轨国际和管理水平接轨国际;实现了两大领先,发动机技术行业领先和品牌影响力国际领先。如今的锡柴已成为名副其实的中国动力专家。
“发动机是大批量生产模式的典型代表,企业要保持最强的核心竞争力,必须要有先进的生产设备。为此,各大主机厂纷纷购置先进的加工设备为生产保驾护航,锡柴也不例外。”一汽解放事业本部发动机事业部规划发展部工艺技术室主任史胜祥先生如是说。“2003年,锡柴批量引进德国GROB加工中心和专机组建了缸体和缸盖生产线各一条。在当时,这两条生产线属装备精良、技术先进,具有国际先进水平的现代化生产线,它的建成标志着锡柴制造装备工艺技术对接国际水平,重型柴油发动机生产手段和生产能力实现了重大突破。”

图1 发动机是大批量生产模式的典型代表,企业要保持最强的核心竞争力,必须要有先进的生产设备。
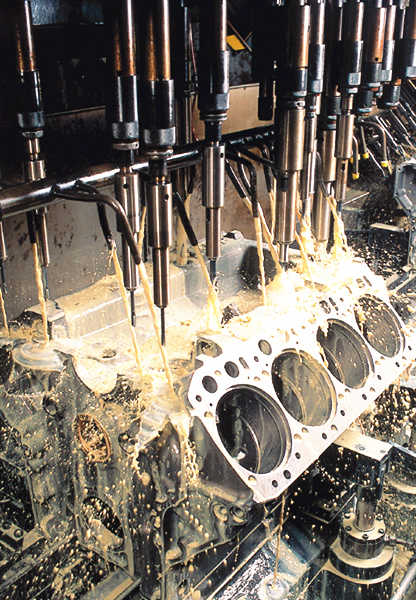
图2 发动机零件加工制造过程中与切削液相关的生产成本,包括环境治理等约占5%~10%以上,大大高于刀具的使用成本。

图3 锡柴批量引进德国GROB加工中心和专机组建了具有国际先进水平的现代化生产线。
不容忽视的环节
随着机床制造技术的迅速发展,发动机制造技术出现了巨大的变革,集约多种工序为一体的复合加工中心出现,通过减少工件的装夹次数,提高加工精度,明显缩短了辅助时间,提高了生产效率。同时,刀具技术的革新,新型材质、涂层技术以及复合刀具的大量涌现,提高了复杂零件的加工效率,并让提升切削速度成为提高生产效率的重要手段。
在大批量生产中,柴油发动机缸体、缸盖多采用刚性自动化生产线。其特点是生产线工序长、自动化程度高,具有统一的控制系统和严格的生产节奏。被加工零件以一定的生产节拍顺序通过各个工位,自动完成零件的全部加工内容。在实际生产中,相比与机床、刀具,切削液的使用往往容易被人们所忽视。“事实上,在生产过程中,切削液肩负着润滑冷却刀具、延长刀具寿命、确保加工质量的重要‘使命’。德国汽车行业的调查显示,在大批量生产情况下,发动机零件加工制造过程中与切削液相关的生产成本,包括环境治理等约占5%~10%以上,大大高于刀具的使用成本。由此可见,合理选用切削液、加强切削液使用管理是生产制造过程中的重要环节。而新的化学品外包模式则是用好切削液、让其充分发挥加工保障作用的关键。”史胜祥先生说:“多年的实践证明,高质量的零件加工离不开高精度的加工设备,而切削液的合理选用和正确使用则为这些生产设备的高效运转提供了重要保障。”
对切削液的特性要求
缸体、缸盖作为发动机最重要的5C件,结合面、孔系加工质量要求高,关键孔系加工精度要求达到H6级,深孔加工对粗糙度均有较高要求。针对于此,史胜祥先生对切削液的使用特性进行了总结归纳:切削液必须具有极好的润滑能力,减小刀具磨损,确保刀具寿命和表面粗糙度;具有优良的冷却效果,能有效地降低切削温度,减少工件和刀具的热变形,提高加工精度和刀具耐用度;具有较好的防锈性能,可以满足南方潮湿多雨季节工序流转、暂存工件需求;除此以外,还需要有良好的清洗作用,切削液本身性能要稳定,以确保工件加工的稳定性和切削液使用寿命。
“在缸体、缸盖生产车间,我们选择的是福斯ECOCOOL 68 CF 2 W水溶性切削液。该产品充分满足了德国GROB机床设备对加工介质的需求。”史胜祥先生说。
据了解,ECOCOOL 68 CF 2W为不含氯成份极压添加剂的低矿物油水溶性切削液。它采用特殊的乳化剂包,具有极高的乳液稳定性,能抵抗微生物的污染,从而延长乳液寿命,大大降低了废液处理成本;具有极佳的冷却、润滑性能,在延长刀具寿命的同时,改善工件的表面光洁度;防锈性好,确保机床及工件无锈蚀情况发生;该产品气味小,不刺激皮肤。另外,该产品还不含磷成份,充分满足了太湖流域对废液排放的要求。
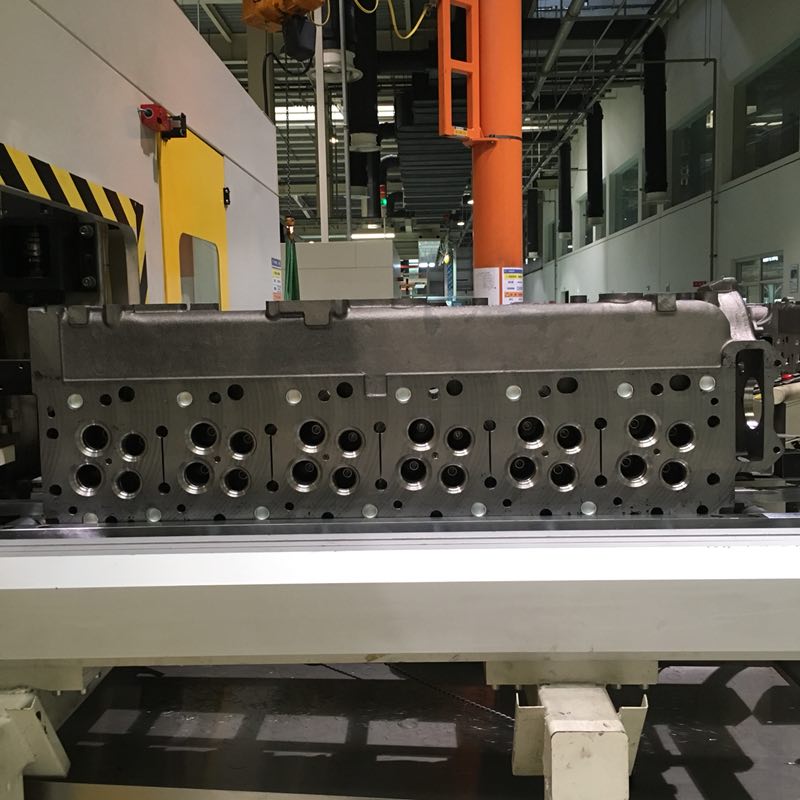
图4 缸体、缸盖作为发动机最重要的5C件,结合面、孔系加工质量要求高,关键孔系加工精度要求达到H6级,深孔加工对粗糙度均有较高要求。

图5 在缸体、缸盖生产车间,锡柴选择的是福斯ECOCOOL 68 CF 2 W水溶性切削液,该产品是不含氯成份极压添加剂的低矿物油水溶性切削液。
实施专业化的管理
“发动机生产车间的设备布置密集、生产节拍快,对切削液的流量、压力、温度以及过滤精度等都有着严格具体的要求。在构建发动机生产车间时,我们采用的是集中切削液循环处理系统。集中供液使用的切削液需要更长的使用周期,并且拥有非常好的稳定性,否则一旦出现问题,换槽的成本将高达两三百万元。”史胜祥先生说。
为了确保生产系统的正常运转,锡柴选择了专业的团队进行化学品管理。“集中供液系统运行不稳定会给整个制造过程带来很多潜在的威胁,如刀具损失、设备故障、加工质量、生产停工等,都会给企业带来巨大的损失。此外,在技术层面上,化学品与机械加工是两个完全不同的专业领域,面对激烈的市场竞争,我们没有时间、精力、资金去培养这方面的专业技术人员,所以生产现场专业厂家的优质服务是解决上述问题的有效途径。在汽车制造业,化学产品外包将成为一种趋势。”史胜祥先生说:“在锡柴的缸体、缸盖线上,我们不仅选用了福斯的产品,同时也选择他们为我们提供专业的化学品管理服务。”
“福斯不仅是一家生产型企业,同时在化学品管理方面也有着丰富的实践经验。”福斯工业油产品管理总监高嵩先生说:“切削液的品质管理包括的内容有浓度的监视与控制、pH值监测与调节、自动配液补液、除杂油与杀菌、净化再生与循环使用等。专业的化学品管理能够优化生产过程,降低化学品使用成本,最终实现帮助企业增效降本的目的。”
在锡柴的生产车间,长驻着一名福斯的服务工程师,负责对生产现场的切削液基本指标进行实时监控。据高嵩先生介绍,切削液的指标检测是切削液维护的一个重要组成部分,常规的检测指标包括浓度、pH值、硬度、防锈性能、杂油含量和细菌含量等内容。切削液的浓度过低会导致切削液润滑、防锈性能降低和细菌急剧增长,从而影响刀具的使用寿命、设备的工作效率、工件质量和切削液使用寿命;浓度过高,则可能引起加工过程中泡沫增加,并造成对操作者皮肤的刺激,从经济角度看也是一种浪费。切削液的pH值过高,可能会造成操作者皮肤过敏和有色金属腐蚀;pH值过低,则会影响切削液的防锈性能和抗菌性能。
“这些日常工作看似简单,实则非常重要,是确保切削液长期有效使用的必要措施,是确保生产线高效运转不可或缺的重要环节。”高嵩先生说。
构建绿色制造体系
近年来,锡柴先后投入30多亿元技改资金,形成了以“柔性生产、信息集成、在线检测、智能制造”为特征的核心制造能力,装备及技术达到国际先进水平。在工厂建设过程中,锡柴人坚持“装备技术世界领先,节能可靠,低碳环保,确保产品高质量、生产高效率、设备高可动率”的原则,打造“数字化、智能化、绿色化”的世界级工厂。
锡柴与福斯的合作始于2003年,至今已有15年的历史了。如今,锡柴6DM系统的切削液使用寿命已超过协议要求一年以上,但目前性能仍维持在较佳状态。经双方确认,该系统的切削液仍存在使用寿命进一步延长的空间。而每减少一次切削液系统换液,可直接减少废液及清洗污水排放600吨以上。
“我们正在以低能耗、高能效的生产方式,为全面建设锡柴的绿色制造体系贡献力量。”史胜祥先生自豪地说。
以品牌为统领,以转型升级、科技创新为动力,通过“第四次创业”的15年跨越式发展,锡柴实现了企业四大战略转变:由学习型企业向创新型企业转变,由技术跟随型向技术引领型转变,由产品营销向品牌营销转变,由内涵管理向精益管理转变;实现了两大突破,即突破产品平台的瓶颈和突破产能制约的瓶颈;实现了两大接轨,产品水平接轨国际和管理水平接轨国际;实现了两大领先,发动机技术行业领先和品牌影响力国际领先。如今的锡柴已成为名副其实的中国动力专家。
“发动机是大批量生产模式的典型代表,企业要保持最强的核心竞争力,必须要有先进的生产设备。为此,各大主机厂纷纷购置先进的加工设备为生产保驾护航,锡柴也不例外。”一汽解放事业本部发动机事业部规划发展部工艺技术室主任史胜祥先生如是说。“2003年,锡柴批量引进德国GROB加工中心和专机组建了缸体和缸盖生产线各一条。在当时,这两条生产线属装备精良、技术先进,具有国际先进水平的现代化生产线,它的建成标志着锡柴制造装备工艺技术对接国际水平,重型柴油发动机生产手段和生产能力实现了重大突破。”
图1 发动机是大批量生产模式的典型代表,企业要保持最强的核心竞争力,必须要有先进的生产设备。
图2 发动机零件加工制造过程中与切削液相关的生产成本,包括环境治理等约占5%~10%以上,大大高于刀具的使用成本。
图3 锡柴批量引进德国GROB加工中心和专机组建了具有国际先进水平的现代化生产线。
不容忽视的环节
随着机床制造技术的迅速发展,发动机制造技术出现了巨大的变革,集约多种工序为一体的复合加工中心出现,通过减少工件的装夹次数,提高加工精度,明显缩短了辅助时间,提高了生产效率。同时,刀具技术的革新,新型材质、涂层技术以及复合刀具的大量涌现,提高了复杂零件的加工效率,并让提升切削速度成为提高生产效率的重要手段。
在大批量生产中,柴油发动机缸体、缸盖多采用刚性自动化生产线。其特点是生产线工序长、自动化程度高,具有统一的控制系统和严格的生产节奏。被加工零件以一定的生产节拍顺序通过各个工位,自动完成零件的全部加工内容。在实际生产中,相比与机床、刀具,切削液的使用往往容易被人们所忽视。“事实上,在生产过程中,切削液肩负着润滑冷却刀具、延长刀具寿命、确保加工质量的重要‘使命’。德国汽车行业的调查显示,在大批量生产情况下,发动机零件加工制造过程中与切削液相关的生产成本,包括环境治理等约占5%~10%以上,大大高于刀具的使用成本。由此可见,合理选用切削液、加强切削液使用管理是生产制造过程中的重要环节。而新的化学品外包模式则是用好切削液、让其充分发挥加工保障作用的关键。”史胜祥先生说:“多年的实践证明,高质量的零件加工离不开高精度的加工设备,而切削液的合理选用和正确使用则为这些生产设备的高效运转提供了重要保障。”
对切削液的特性要求
缸体、缸盖作为发动机最重要的5C件,结合面、孔系加工质量要求高,关键孔系加工精度要求达到H6级,深孔加工对粗糙度均有较高要求。针对于此,史胜祥先生对切削液的使用特性进行了总结归纳:切削液必须具有极好的润滑能力,减小刀具磨损,确保刀具寿命和表面粗糙度;具有优良的冷却效果,能有效地降低切削温度,减少工件和刀具的热变形,提高加工精度和刀具耐用度;具有较好的防锈性能,可以满足南方潮湿多雨季节工序流转、暂存工件需求;除此以外,还需要有良好的清洗作用,切削液本身性能要稳定,以确保工件加工的稳定性和切削液使用寿命。
“在缸体、缸盖生产车间,我们选择的是福斯ECOCOOL 68 CF 2 W水溶性切削液。该产品充分满足了德国GROB机床设备对加工介质的需求。”史胜祥先生说。
据了解,ECOCOOL 68 CF 2W为不含氯成份极压添加剂的低矿物油水溶性切削液。它采用特殊的乳化剂包,具有极高的乳液稳定性,能抵抗微生物的污染,从而延长乳液寿命,大大降低了废液处理成本;具有极佳的冷却、润滑性能,在延长刀具寿命的同时,改善工件的表面光洁度;防锈性好,确保机床及工件无锈蚀情况发生;该产品气味小,不刺激皮肤。另外,该产品还不含磷成份,充分满足了太湖流域对废液排放的要求。
图4 缸体、缸盖作为发动机最重要的5C件,结合面、孔系加工质量要求高,关键孔系加工精度要求达到H6级,深孔加工对粗糙度均有较高要求。
图5 在缸体、缸盖生产车间,锡柴选择的是福斯ECOCOOL 68 CF 2 W水溶性切削液,该产品是不含氯成份极压添加剂的低矿物油水溶性切削液。
实施专业化的管理
“发动机生产车间的设备布置密集、生产节拍快,对切削液的流量、压力、温度以及过滤精度等都有着严格具体的要求。在构建发动机生产车间时,我们采用的是集中切削液循环处理系统。集中供液使用的切削液需要更长的使用周期,并且拥有非常好的稳定性,否则一旦出现问题,换槽的成本将高达两三百万元。”史胜祥先生说。
为了确保生产系统的正常运转,锡柴选择了专业的团队进行化学品管理。“集中供液系统运行不稳定会给整个制造过程带来很多潜在的威胁,如刀具损失、设备故障、加工质量、生产停工等,都会给企业带来巨大的损失。此外,在技术层面上,化学品与机械加工是两个完全不同的专业领域,面对激烈的市场竞争,我们没有时间、精力、资金去培养这方面的专业技术人员,所以生产现场专业厂家的优质服务是解决上述问题的有效途径。在汽车制造业,化学产品外包将成为一种趋势。”史胜祥先生说:“在锡柴的缸体、缸盖线上,我们不仅选用了福斯的产品,同时也选择他们为我们提供专业的化学品管理服务。”
“福斯不仅是一家生产型企业,同时在化学品管理方面也有着丰富的实践经验。”福斯工业油产品管理总监高嵩先生说:“切削液的品质管理包括的内容有浓度的监视与控制、pH值监测与调节、自动配液补液、除杂油与杀菌、净化再生与循环使用等。专业的化学品管理能够优化生产过程,降低化学品使用成本,最终实现帮助企业增效降本的目的。”
在锡柴的生产车间,长驻着一名福斯的服务工程师,负责对生产现场的切削液基本指标进行实时监控。据高嵩先生介绍,切削液的指标检测是切削液维护的一个重要组成部分,常规的检测指标包括浓度、pH值、硬度、防锈性能、杂油含量和细菌含量等内容。切削液的浓度过低会导致切削液润滑、防锈性能降低和细菌急剧增长,从而影响刀具的使用寿命、设备的工作效率、工件质量和切削液使用寿命;浓度过高,则可能引起加工过程中泡沫增加,并造成对操作者皮肤的刺激,从经济角度看也是一种浪费。切削液的pH值过高,可能会造成操作者皮肤过敏和有色金属腐蚀;pH值过低,则会影响切削液的防锈性能和抗菌性能。
“这些日常工作看似简单,实则非常重要,是确保切削液长期有效使用的必要措施,是确保生产线高效运转不可或缺的重要环节。”高嵩先生说。
构建绿色制造体系
近年来,锡柴先后投入30多亿元技改资金,形成了以“柔性生产、信息集成、在线检测、智能制造”为特征的核心制造能力,装备及技术达到国际先进水平。在工厂建设过程中,锡柴人坚持“装备技术世界领先,节能可靠,低碳环保,确保产品高质量、生产高效率、设备高可动率”的原则,打造“数字化、智能化、绿色化”的世界级工厂。
锡柴与福斯的合作始于2003年,至今已有15年的历史了。如今,锡柴6DM系统的切削液使用寿命已超过协议要求一年以上,但目前性能仍维持在较佳状态。经双方确认,该系统的切削液仍存在使用寿命进一步延长的空间。而每减少一次切削液系统换液,可直接减少废液及清洗污水排放600吨以上。
“我们正在以低能耗、高能效的生产方式,为全面建设锡柴的绿色制造体系贡献力量。”史胜祥先生自豪地说。

编辑推荐





最新资讯
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05