
浅谈板状试件立位手工电弧焊
微信公众号

板状试件对接立位手工电弧焊,要求单面焊双面成形,是每名焊工都应掌握的操作技能。在电焊技术考核、等级考试、技能竞赛中,一直作为重要的考核项目。在这里我们把对板件立位手工电弧焊的认识与心得整理出来,和大家进行交流。
1 焊前准备
1.1 加工如图1所示的试件,材质为16MnR钢,规格为300mm×125mm×12mm,单边坡口角度30°±2.5°。
1.2 试件坡口20mm范围的内外表面用手砂轮、砂纸等清理出金属光泽,不得有油、锈等污物,坡口钝边厚度留0.5~1.5mm。
1.3 采用E5015焊条,焊条规格为Φ3.2mm,按要求烘干后,放入保温筒中备用。
2 组对及定位焊
2.1 试件组对定位焊时,要严格控制错边量,组对间隙:始焊端预留3~3.2mm,终焊端留4mm 左右,错边量≤1mm(见图2)。

2.2 定位焊时,焊缝要焊接牢固,始焊端定位焊缝长度在6mm左右,焊缝厚度4~6mm。终焊端焊缝长度在10mm左右,焊缝厚度6~8mm。
2.3 试件定位焊后,预留3°~5°的反变形。
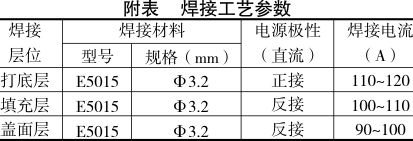
3 焊接工艺参数(见附表)
4 打底层的操作
打底层的操作关键在于:控制好熔池温度和熔孔大小,打点要准确。采用直流正接、灭弧法焊接。在试件的定位焊缝端部引燃电弧后,稍作停顿,然后压低电弧做横向摆动并向前运条,焊条与焊接方向的角度(下倾角)为60°~ 70°。摆动到坡口根部时,焊条进一步下压并稍做摆动, 使将近1/2的电弧在坡口背面燃烧。当听到“噗”的声音,说明电弧已击穿试件背面,形成熔孔后迅速灭弧,熔孔大小约为焊条直径的1.5倍。当熔池颜色变为暗红色时,在原熔池的1/2至2/3部位再次起弧、下压、摆动,有节奏的向前灭弧焊接。
熔孔大小直接影响到背面焊缝的成形质量,只有保持焊接过程中熔孔大小一致,才能焊出均匀美观的根部焊缝。操作时应注意调整好焊条角度,并掌握好电弧燃烧与熄灭的时间比例,以达到控制熔孔大小和熔池形状的目的。当熔孔过小时,容易造成未焊透,此时应在压低电弧的同时,将焊条上倾,增大焊条与焊接方向的角度并稍做摆动,打开熔孔;当熔孔过大时,说明熔池温度过高,如果处理不及时,会在焊缝背面出现焊瘤,这时应将焊条稍作下倾,减小焊条与焊接方向的角度,待熔池温度降低呈暗红色时,再起弧焊接。
收弧操作时,应将焊条下压使熔孔稍有增大后,缓慢将电弧带至坡口后方一侧约10mm熄灭,使之形成一个缓坡,有利于接头和防止产生冷缩孔;接头操作时,在斜坡前方引弧,运条到坡口根部时,压低电弧,听到击穿声后,稍作摆动,进行正常灭弧焊接。
5 填充层的焊接
采用直流反接,锯齿形或反月牙形运条方法。填充层操作前,先把打底层的药皮、飞溅清理干净,焊缝超高部位用扁铲清除干净。
对于壁厚12mm的试件,应填充两层,第一层填充主要是为了把根部焊道与坡口夹角间的细小熔渣熔出来,运条过程中在根部焊道两侧多作停留,以便于清渣,防止焊道两侧产生死角,焊接过程中要控制好熔池温度,避免根部焊缝因过热而导致烧穿;第二层填充主要目的是为了得到合适厚度和平整度的焊缝,操作时,电弧在焊道两侧有足够的停留时间,保证熔合良好、中间圆滑过渡,运条速度要均匀,使焊道高低一致。填充过程中应注意焊道距坡口表面1~1.5mm,避免熔化坡口边缘,为盖面层的焊接打好基础。
6 盖面层的焊接
采用直流反接,锯齿形或反月牙形运条方法。焊接前将填充层的熔渣、飞溅清除干净,焊接电流比填充层小10A左右,焊条与焊接方向的角度(下倾角)应稍大一些;操作时尽量压低电弧,控制好焊条角度和熔池形状,焊速保持均匀,电弧在坡口两侧稍作停留,中间圆滑过渡,防止产生咬边、超高等缺陷;焊缝宽度以坡口两边各熔化1mm左右为宜,余高控制在1 ~3mm之间。接头操作时,更换焊条速度要快,在熔池处于红热状态下接头并保证接头到位,以获得美观的焊接接头。
7 注意事项
7.1 试件坡口处应清理干净,露出金属光泽,焊条按规定时间和温度烘干。
7.2 焊接过程中遇到粘条比较严重的情况时,用扁铲清理干净后再进行操作。
7.3 打底层焊缝不能太薄,以防填充时出现烧穿缺陷。
7.4 填充层操作前,应将打底层焊缝超高部位进行处理。
7.5 劳保穿戴齐全,操作过程中避免烫伤。
8 结束语
板状试件立位焊接,操作的关键在于:选用合理的组对间隙,选择合适的焊接电流,掌握好焊条角度,控制好熔孔大小和熔池形状。只要做好以上几点,就能有效避免或减少焊接缺陷,获得符合标准要求、成形美观的焊缝。
- 下一篇:缸体销孔位置度不合格的解决方法
- 上一篇:基于CAPP系统无纸化发放在长安的推广应用
-

熟背铝合金焊接口诀,秒杀一切焊接难题
2024-07-25 -

激光焊接技术
2024-07-10 -

创想焊缝跟踪系统适配研华宝元机器人自动化焊接
2024-05-23 -

焊装生产线规划及布置概述
2024-05-22
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37