
【伏能士学堂】:铝合金不同焊接方法介绍
2018-03-09 16:40:09· 来源:Fronius伏能士
微信公众号

美国在1940年最先将TIG直流钨极接负(氦气保护)的方法用于焊铝。由于非常高的热量密度(70%的电弧能量作用于工件)迅速形成熔池,熔化的熔池表面张力的作用将氧化物推到熔池边缘。焊缝表面呈暗灰色。TIG直流焊在某种意义上来说较适合自动焊。
一.铝合金不同的焊接方法包括:
1. MIG焊接
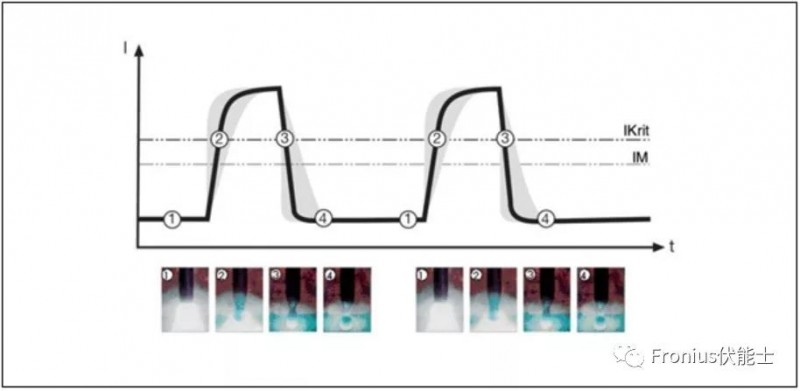
焊铝时,一般主要使用脉冲焊接技术,可以稳定地形成一脉一滴。整个焊接过程中,几乎没有飞溅。
试验证明,对于不同的焊材和保护气体,不同脉冲过渡的电流波形可以极大地改善焊接效果。铝合金焊接下,材料的厚度约来越薄,焊接电源对于较低能量下也能提供稳定电弧的要求也随之提高。(大约在30A)。因为焊接设备必须具有较低的基值电流和灵敏的弧长调节功能,即使在焊枪姿态,干伸长发生变化时,弧长也能保持不变。
优点
可以焊接薄板
可以使用更粗的焊丝
适合各种焊接位置
热输入量低
变形小
实现全自动化焊接
缺点
可能会产生气孔
厚板焊接时,没有沉淀,很难进行单面焊双面成型
定位焊时可能会有焊接缺陷
2. TIG AC交流焊接
铝及合金的TIG焊,通常采用交流焊接。因为熔点为550°C – 660 °C的铝表面覆盖了一层熔点为2040°C – 2100 °C的氧化膜。这层氧化膜在交流的正半波会清除,负半波熔化母材。此处要求交流焊机的设备需要达到两点:电流过零点后的再引弧能力,以及电弧产生的噪音需要比较小。
优点
单面焊双面成型不需衬垫
全位置焊接性能好
焊缝外观美观
无需后续工序
缺点
较慢的焊接速度
角焊缝根部熔合困难
8mm以上厚度,需要预热
变形量大
相应软化区增大
3. TIG DC直流焊,保护气体为氦气
美国在1940年最先将TIG直流钨极接负(氦气保护)的方法用于焊铝。由于非常高的热量密度(70%的电弧能量作用于工件)迅速形成熔池,熔化的熔池表面张力的作用将氧化物推到熔池边缘。焊缝表面呈暗灰色。TIG直流焊在某种意义上来说较适合自动焊。
优点
焊接速度快
较低的焊缝余高
变形量小
热影响区的软化程度小,热输入量小
气孔和熔合缺陷少
深熔深
缺点
需要保证严格的弧长一致
需要焊前准备
二.以下一些因素会影响铝合金的焊接方法的选择:
对焊接质量的要求
成本效率比
焊接位置
工件的类型
材料的厚度
1. MIG焊接
焊铝时,一般主要使用脉冲焊接技术,可以稳定地形成一脉一滴。整个焊接过程中,几乎没有飞溅。
试验证明,对于不同的焊材和保护气体,不同脉冲过渡的电流波形可以极大地改善焊接效果。铝合金焊接下,材料的厚度约来越薄,焊接电源对于较低能量下也能提供稳定电弧的要求也随之提高。(大约在30A)。因为焊接设备必须具有较低的基值电流和灵敏的弧长调节功能,即使在焊枪姿态,干伸长发生变化时,弧长也能保持不变。
优点
可以焊接薄板
可以使用更粗的焊丝
适合各种焊接位置
热输入量低
变形小
实现全自动化焊接
缺点
可能会产生气孔
厚板焊接时,没有沉淀,很难进行单面焊双面成型
定位焊时可能会有焊接缺陷
2. TIG AC交流焊接
铝及合金的TIG焊,通常采用交流焊接。因为熔点为550°C – 660 °C的铝表面覆盖了一层熔点为2040°C – 2100 °C的氧化膜。这层氧化膜在交流的正半波会清除,负半波熔化母材。此处要求交流焊机的设备需要达到两点:电流过零点后的再引弧能力,以及电弧产生的噪音需要比较小。
优点
单面焊双面成型不需衬垫
全位置焊接性能好
焊缝外观美观
无需后续工序
缺点
较慢的焊接速度
角焊缝根部熔合困难
8mm以上厚度,需要预热
变形量大
相应软化区增大
3. TIG DC直流焊,保护气体为氦气
美国在1940年最先将TIG直流钨极接负(氦气保护)的方法用于焊铝。由于非常高的热量密度(70%的电弧能量作用于工件)迅速形成熔池,熔化的熔池表面张力的作用将氧化物推到熔池边缘。焊缝表面呈暗灰色。TIG直流焊在某种意义上来说较适合自动焊。
优点
焊接速度快
较低的焊缝余高
变形量小
热影响区的软化程度小,热输入量小
气孔和熔合缺陷少
深熔深
缺点
需要保证严格的弧长一致
需要焊前准备
二.以下一些因素会影响铝合金的焊接方法的选择:
对焊接质量的要求
成本效率比
焊接位置
工件的类型
材料的厚度



编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37